CNC machining of die castings requires years of accuracy and repeatability that are less than the machine precision than the stability and rationality of the fixture system.
The common misconception with several OEM engineers is of the belief that CNC accuracy is dead or alive depending on machine calibration, spindle runout or control resolution. The truth is, however, that once you enter into production, particularly in discret shifts, operators or batch volumes, it is seldom the machine that is the dominant cause of dimensional variation. It has variable part positioning, clamp deformation, or compliance of a load to a fixed compliance of a fixed load.
In the absence of a stable and repeatable fixture system, CNC machining precision cannot be maintained in terms of batch, shift or volume production. Errors related to fixtures are cumulative: a couple of micrometers of data offset here, a bit of clamp pressure deformation there, and before long you see CpKs are dropping, rework mounting, and lead times are becoming wild.
Why Fixture Design Matters More Than Machine Precision
Why This Design of Fixtures Is More Important than Machine Precision.
Machine tools are designed with an impressive positional accuracy; typically ±0.005 mm or smaller on a 5-axis center: but this specification applies to an empty table or an ideally rigid test bar. Place a real part in a holder and the system accuracy will vary significantly.
The fittings serve as the important connection path of force and accuracy. Any compliant (elastic deflection) locating of pads, clamps or support blocks enhances cutting forces, thermal growth or vibration into quantifiable variability. An expensive CNC machine with granite base and linear scales will still make both parts that vary, should the machining load (the fixture) be able to move the workpiece across the machining axis by 10-20 μm.
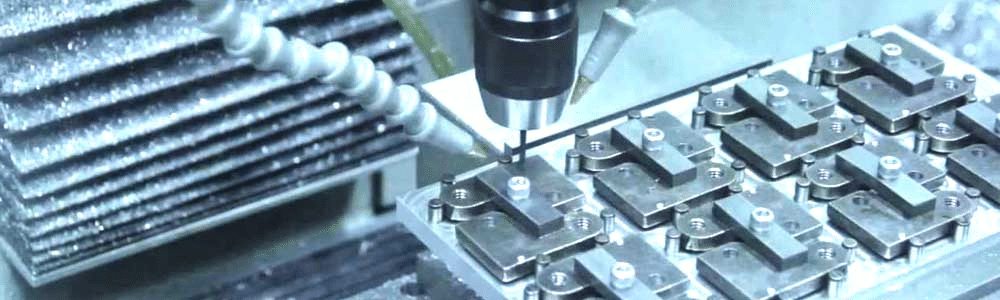
We observed in our post-die-casting CNC machine experience in running automotive bracket and house operations that machines could repeat 3 0 dopo 3 0, but when operated on real side of aluminum parts, the machines would lose 25-40 0 because of fixture flex or lack of datum repeatability. A moral is that accuracy of a system = machine capability x stability of a certain fixture.
For deeper insight into integrating these elements, see our guide on CNC machining for die casting parts.
Fundamental Elements of Effective CNC Fixture Design
Good design of fixtures begins with physics: where to control, deflection should be limited, and all load cycles should have the same behaviour.
The breakdown of the main components along with their direct effect is as follows:
| Fixture Element | Function | Impact on Accuracy & Repeatability |
| Locating surfaces | Define part position using 3-2-1 principle | Prevents datum shift; controls primary, secondary, tertiary references |
| Clamping points | Secure part without distortion | Controls deformation; excessive force warps thin sections or castings |
| Support blocks/pads | Reduce vibration and tool deflection | Improves surface finish consistency and dimensional stability |
| Wear-resistant inserts | Maintain geometry over cycles | Ensures long-term repeatability in high-volume runs |
| Quick-release mechanisms | Enable fast, consistent loading | Reduces operator-induced variation between cycles |
Where possible finding surfaces should be done using the rule of 3-2-1: the 3 points on the primary datum plane will remove translation and rotation in Z, 2 points in the secondary will remove rotation on X/Y and a point in tertiary will fix the last rotation. In the event of as-cast variation in die-cast parts we frequently introduce floating or adjustable locators to prevent over-constraining the part without performance of any functional datums.
Most of the designs fail on clamping. Clamping thin-wall castings or asymmetric components results in a bow or twist which only becomes apparent once the clamped part is interpreted as being In-Out-of-tolerance (and so-called mystery) features. Properly supported (or at least bolstered where out of reach) balanced low-force (preferably pneumatic or hydraulic) clamping (below combined with support), rather than brute-force straps, is much more effective.
How Fixture Repeatability Enables Production Consistency
It is the repeatability of the fixtures that makes a competent process stable in the case of hundreds or thousands of parts.
When the part loads inconsistently each time (in that, the burrs have not cleared locators, the clamp sequence is not the same, or the fittings are worn) the process puts special-cause variation into a latent state. There is loss of batch-to-batch stability, despite the fact that individual parts may appear good during first-article inspection.
In follow-on machining of high-volume die-casting, we have followed the error in repositioning a 5 -8 µm fixed during a shift propagates to feature-to-feature variance of up to =715 u within a shift. The hardened, ground locators, positive stops and foolproof loading features provide good repeatability and make an incorrect placement physically impossible.
To discuss similar measures of ensuring consistency in scale, read our post on improving production consistency for die casting.
Fixture Design and CNC Process Control in Mass Production
The mechanical inconsistency of the process control of the CNC procedure at the level of the fixture cannot be offset by any number of statistical process control (SPC) charts and CNC process control.
When the fixture pushes or causes datum shift or deformation that varies, the control limits are expanded, the number of false alarms is high and actual assignable causes are lost in noise. Process capability is a real demand that the mechanical system must be able to maintain a position and then you can believe the information presented on gauges or probes.
The Role of Standardized Fixture Design in OEM Projects
The concept of standardized fixtures principles helps minimize variation, not only within a single line, but between (or among) cells, or even plants of different suppliers.
Exploiting the identical datum approach and locating reasoning among tooling engineers and prototype through manufacturing results in less teaching complex, propagates less ECNs, and lessens sickness in the second-source sector. We have observed how OEM projects reduced NCRs in terms of fixtures by more than 60 percent just by putting in place standard established 3-2-1 referencing and wear-part replacement schedules. On this basis, further, see our discussion of process standardization in CNC.
Fixture Stability and Engineering Change Response
Engineering change notices (ECNs) are slugged by poorly designed or too complicated fixtures.
A replaceable insert, modular, combination fitted with simple datum records allow you to change locator or clamp position hourly rather than on a day basis. In the case when only one element is changed, validation remains fast and risk remains low.
Monolithic fixtures on the other hand demand re-qualification and slowing down the implementation process fancying the expenditure. In order to be faster in response time, check our article on engineering change response time.
How Fixture Constraints Influence CNC Scheduling and Lead Time
Scheduling flexibility and total throughput directly depend on the availability of fixtures, and the time interval to changeover between them.
Specialized fixtures of high-runner components reduce set up but reserve capacity; common or rotating systems can provide flexibility, but have the potential to suffer loss of repeatability unless thoughtfully designed. Where mass production is involved, we are focused on the fixtures that can facilitate quick loading/unloading and not affect the stability of the system itself – sometimes this is the distinction between 95% OEE and incurable bottlenecks.
This is read in our CNC scheduling impact.
Common Fixture Design Mistakes That Reduce Repeatability
Expert teams also commit the following pitfalls:
- Excessive part constraining – The more locators placed on the part, the more internal forces the part experiences and attempts to take on unnatural shapes in the case of a casting part that naturally warps.
- switching between machined and as-cast datums in the middle of the process or not using functional datums as process datums and process datums result in tolerance stack-up surprises.
- Disregards design consideration of locator wear under soft material support/locator – Soft-material locator/locator-support The use of soft materials to support or locate assemblies, with no intention of hardening or replacement, causes a loss in repeatability in, say, 5,00010,000 cycles.
These are not operator errors, but design risks. Reduce them through FMEA-type assessments at an early-stage of production variation and ware weighting.
Conclusion — CNC Accuracy Is a Fixture System Outcome
Constant CNC precision does not come directly with tightening tolerances, but through designing of a system of fixtures that regulate the manner that each part is found, clamped and repositioned in a production line.
Dimensional consistency is enhanced, variation is reduced, and downstream risks (rework, scrap, delayed shipments) are lower when the operational process of setting the quality of fixtures is integrated into the overall manufacturing strategy as opposed to being an afterthought. At high stakes OEM work, particularly after die-casting CNC, treating the fixtures as a precision subsystem instead of the workholding approach at least returns on the initial design investment many times over.