Even in most die casting projects, there are frequently lead time complaints despite shops having large numbers of high-speed CNC machines with good casting output. It is all too often the case that the root cause is not in machine cycle times or even casting tonnage but is buried somewhere in the scheduling layer. Lines are formed silently at the work points, parts sit days between operations, and even the slightest inconvenience takes or causes weeks of delay.
A lot of teams continue to think that spending on an increase of the speed of CNC machines or increased shifts will automatically decrease large timelines. As a matter of fact, bad CNC production scheduling leaves idle capacity, as well as congestion, which completely inflates total lead time much beyond what is needed.
Optimal CNC scheduling reduces die casting lead time through coordinating machining capacity and casting output with the downstream demand. It does not consider the casting-to-machining flow as several disconnected departments.
OEM engineers and supply chain managers that have limited delivery windows must know about this dynamic. Under CNC scheduling, predictable schedules can be made when it is correctly coupled with a die casting rhythm, even in case of engineering modifications or volume variations. To determine the fit of post-casting operations into the larger picture, see our guide to CNC machining for die casting parts.)
Why Lead Time Is a Scheduling Problem, Not a Machine Speed Problem
The lead time is not calculated by the speed at which a single part can be processed in a CNC center but rather the total of the processing time and all the wait time, queuing time and re-handling that occurs between.
In a conventional high pressure die casting project and then subsequent secondary CNC, actual chip-making time is frequently no more than 1530 percent of overall elapsed time. The rest? Waiting lines, setups, inspection points, and rework loops now and then as the parts are forced out of spec by the upstream variation.
The use-oriented scheduling in which the aim is to ensure that all machines operate at 90%+ is thought to be effective but often counterproductive. It promotes congestion at point of demand (e.g. 4-axis centers to do complicated features), and introduces bottlenecks downstream, leaving more basic jobs to waste time on half-used 3-axis machines. The effect is in the long die casting lead time despite the individual operations appearing high speed.
When planners start to think globally, as opposed to locally, manufacturing scheduling efficiency is greatly enhanced. When the work that clears constraints is given the priority first, the total throughput will increase, and the queues will be reduced.
How CNC Scheduling Interfaces With Die Casting Output
Die casting is used to create parts in a batch based on the number of mold cavities and cycle, whereas CNC machining is used to handle a part at a time, or in small batch. These rhythms do not match and, as a result, scheduling issues arise soon.
Massive releases of casting are not managed by considering the availability of downstream CNCs, whose abrupt WIP spikes overload machining capacity. On the other hand, when CNC completes its job in time, and the following batch of casting is not ready, then valuable machine time goes to waste.
The need to align production speed to customer demand rate take alignment becomes an urgent problem in mixed-process environments. Flow becomes stabilized when takt and machining takt are intentionally coordinated by forward-looking CNC production scheduling.
The following is a basic breakdown of typical scheduling conditions and their effects on the real world:
| Scheduling Condition | Lead Time Impact | Typical Outcome |
| Casting ahead of CNC | WIP accumulation | Queues grow at machining stations; lead time extends 2–4 weeks |
| CNC ahead of casting | Idle capacity | Machines wait for input; hidden inefficiency masks true capacity |
| Synchronized flow | Stable lead time | Predictable delivery; lower overall WIP and reduced risk of disruption |
The synchronized scenario, which can be observed in our experience of managing dozens of automotive and electronics die casting programs, can provide the simplest and most accurate timelines, sometimes reducing the goals of lead time reduction in die casting by 2035 without additional purchasing equipment.
The Role of Process Standardization in CNC Scheduling
Reliable scheduling is based on standardized systems and dependable cycle time.
With all the pieces of the similar family being tackled with the same fixturing strategy, tool choice, and probing order, planners could anticipate slot availability with accuracy. Ad-hoc or non-standard configurations present variability, namely, longer changeovers, scrap risk, first-piece inspection delays, which propagate the schedule and the queues.
Process standardization in CNC transforms potentially chaotic job-shop behavior into predictable manufacturing cells and process, allowing much easier control of strict coordination with upstream die casting output.
Scheduling Flexibility and Engineering Change Response
Fixed inflexible schedules appear effective on paper and immediately turn into a liability when an engineering change notice (ECN) is received.
When CNC production scheduling permits re-prioritization that is dynamically allowed, i.e. buffer capacity holding or re-sequencing of non-critical jobs, ECN may be absorbed with minimal disturbance. By contrast, with utilization-driven plans that are maxed-out, lengthy rescheduling cascades propagated by the utilization forcing delay the whole project engineering change response time for die casting.
Responsive scheduling will reduce the disruption windows and will ensure the overall die casting lead time is safeguarded.
Why Disconnected Scheduling Breaks Casting–Machining Flow
Conflicts cannot be avoided when the casting and machining teams in a facility have different planning systems or have no communication except in a reactive manner.
A planner Casting planners relay mass batches to maintain the run on the mold, and machining schedulers combat daily fires to clear rush orders. The outcome: poor alignment of priorities, high WIP and frequent expediting that further interrupts flow.
Integrated casting and machining based on a single scheduling logic, these silos are removed, and the planners are able to optimize both processes to actual customer need.
Axis Configuration and Operation Count in Scheduling Decisions
Part complexity has a direct proportion to slot availability.
One straightforward bracket that is operated on a 3-axis machine may have the capacity of dozens of such jobs, and a multi-face housing that needs 4-axis work may take away fewer special centers. Parts that require high numbers of operations to setup or change pallets also increase the length of time the machine is tied up and thereby limit the total flexibility.
Knowing these discrepancies in advance lets schedulers spend their time placing work in a more rational way – not letting repeated bottlenecks on high-value axes and still letting simple parts flow through a less complicated process.
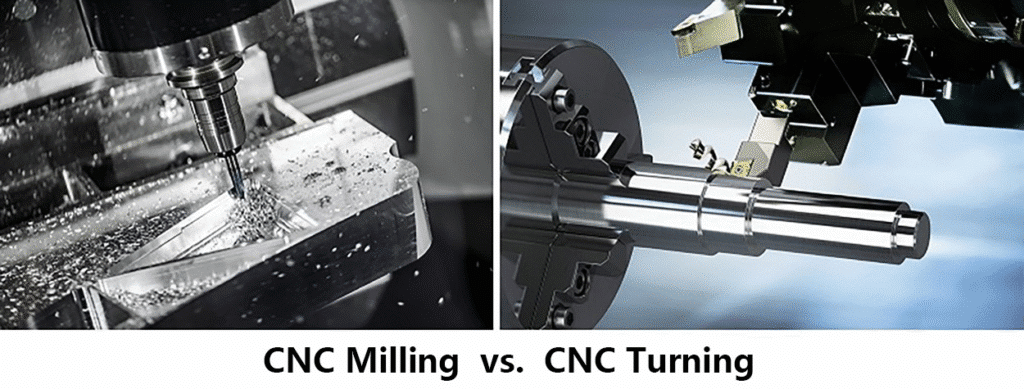
For practical examples, review 3-axis vs 4-axis CNC machining and multi-operation CNC machining.
Common CNC Scheduling Mistakes That Extend Lead Time
The overloading of the popular machines provides chronic lines and underutilizing other machines.
When realistic setup and changeover times are ignored, optimistic plans are developed and soon fail.
The focus on the use of local machines instead of the system flow creates concealed waiting time which adds to the total lead time.
They are not personal mistakes they are systematic dangers which a seasoned planner knows to recognize at the first onset and how to avert.
How OEMs Should Evaluate CNC Scheduling Capability
The state of the vendors that you would depend upon in qualifying to die casting + CNC programs is not about the number of machines and spindle hours.
Request to see real-time information about the current WIP levels and bottlenecks at work- do they display the real time queue status at the key operations?
Test their dynamically rescheduling capabilities when priorities change – are there tools and processes to re-prioritize their schedule without manually taking days to do so?
Probe evidence of casting machining coordination–are plans issued out of casting feed directly into CNC slotting or does the handoff gap exist?
The high scores in these regions indicate efficiency in scheduling manufacturing that would be translated into efficient delivery performance.
Conclusion — Lead Time Is a Flow Outcome
With die casting projects, CNC scheduling influence on die casting lead time is reduced to flow control in lieu of individual operation speed.
The coordination of casting output, machining capacity and demand pattern is much more productive than merely adding machines or pressing to have more spindles in use.
When suppliers and OEMs address the whole process as a single system, and make corresponding schedules, they eliminate risk and avoid unnecessary waste, as well as attain the predictability in delivery that the modern supply chains require.