In high volume CNC machining, in particular die casting parts, long run accuracy is not decided by the accuracy of initial setup, but rather by the ability to monitor, regulate and offset tool wear over time.
Organizations who have many teams boast a first article passing to indicate a balanced process and then see hundreds or thousands of parts drifting due to reduced dimensions. The fallacy is typical: the error of accuracy manifests itself in the form of abrupt flaws or beyond control characteristics. As a matter of fact, the vast majority of long-term variation is due to tool wear over time that creates predictable systematic drift. CNC machining accuracy will eventually become uncontrolled even in well-managed manufacturing industries unless systematic management of tool wear is practiced.
This progressive shift is sometimes not realized until it reaches reasonable limits of tolerance thus resulting in more scrap, rework or customer returns. This is the lesson of many years of operation of production: the problem of tool wear is not only a headache in maintenance but also the leading variable in time-varying behavior of accuracy.
Why Tool Wear Is a Primary Driver of Long-Term CNC Accuracy Drift
The most evident cause of long-term dimensional drift in CNC processes is tool wear due to its systematic nature and not random.
Tool wear in contrast to random defects due to chip re-cutting, vibration or coolant problems cause consistent directional changes. The effective geometry of the tool is shifted as the cutting edge becomes dull, fractured, or material accumulated: the nose radius is exaggerated, the rake angles vary, and the flank wear eliminates the capacity of the tool to hold size. This yields parts which swell or shrink gradually in certain characteristics- often by only a few microns per hundred parts per century at the beginning, then faster.
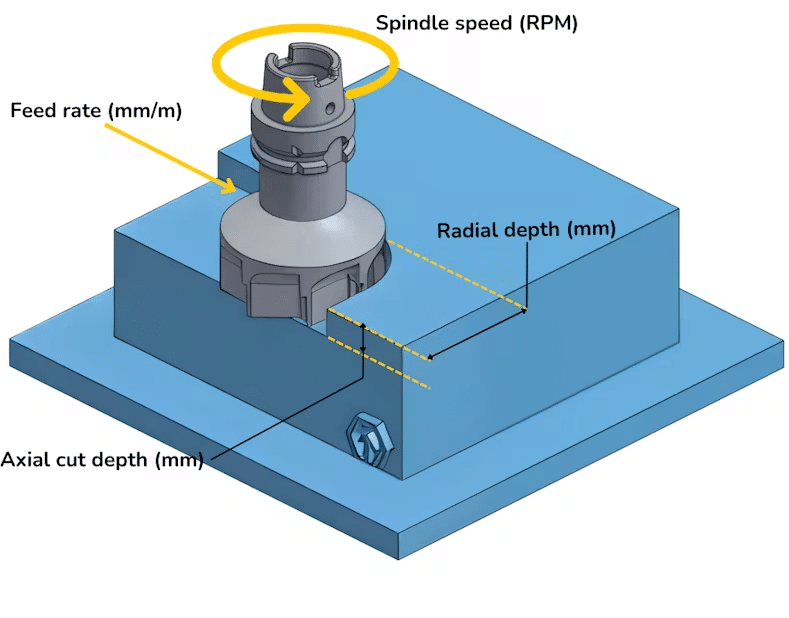
Flank wear and crater wear occur particularly in machining of aluminum or zinc die-cast alloys either because of abrasive silicon particles, or because of elevated heating loads. These forces cause tools to go out of condition (oversize) on outer diameters or small (undersize) on pockets as the tool deflects with increased load. The change is often confused with thermal expansion, movement of the fixture, or machine backlash, and is often misdiagnosed by operators since the change is so gradual. Thousands of parts can be already affected by the time features become regularly out.
This is evident in real production set ups. Where machining is automated via automated tool changers and the material batches are the same, in a stable CNC machining factory uncontrolled wear continues to dominate the long-run variation. The pattern is observed when spindle load, vibration patterns, or electronic part trends with time are monitored.
How Tool Wear Interacts With Part Design and Geometry
Some part geometries have a very high rate of tool wear and increase its effect on accuracy.
Deep holes, thin-walled, internal corners, etc make the radial engagement deeper and the length of the tool unsupported longer, creating greater deflection and heat concentration of the tool along the edge. Corner radii, when small, require tools with minimal flute relief, or sharp inserts, which wear out when repeatedly pass through a corner. Such characteristics as tall bosses or complicated contours might need several tool changes or light finishing passes, and even moderate wear of flanks is visible as noticeable steps or variation in size.
The design decisions are critical in this case. Excessive stock removal during roughing, a tight internal radii devoid of fillets or low draft angles in die-cast components overload tools. In wear these sensitive geometries convert small edge degradation to larger drift-: sometimes to a perceptible shift in a feature class by 0.02 0.05 mm in a shift.
To learn more about the trade off between design intent and machinability, see our guide on designing die casting parts for CNC.
Fixture Stability Cannot Compensate for Tool Wear
The most inflexible fixturing and repeatable clamping can not be used to allow dimensional drift due to tool wear.
The stable setups are very effective at reducing random variation due to the motion or vibration of parts, however, they make no effort to eliminate the systematic geometry change in the tool itself. A very well positioned fit may have repeatability of part-to- part within 0.005 mm but when the tool radius increases by 0.015 mm in 500 cycles, all the features machined by the tool are off by the same direction. The mistake is just duplicated by the fixation.
This gives false confidence that is dangerous: SPC charts will be level until several hundred parts are produced but then begin to trend. When losing its edge, literally, the cutting edge, the teams accuse it of process drift or machine warm-up being the cause.
Discuss this in our article on CNC fixture design for die casting.
Datum Integrity and Tool Wear Accumulation
In the case of worn tools, the integrity of datuma is clearly affected particularly when the machining of primary locating surfaces is done on the same setup.
At or above the flank wear, the tool instead of cutting cleanly pushes the material away, so that datum faces now have a changed flatness, perpendicularity or position compared to previous features. This accumulates in the long-run: a face mill slightly worn on a primary datum will cause the reference plane to be displaced by microns, rotating all the further operations. The error is passed on to secondary datums which are machined later, forming a sequence of compounding error.
This is very dangerous in multi-operation CNC cells die-cast housing or bracket, when A/B datums are cut in sequence. In the absence of wear compensation, datum-to-datum relationships are predictably lost even though individual features remain within print early.
Gain knowledge of best practice in datum selection in CNC machining for die casting.
Machining Allowance as a Buffer Against Tool Wear
Machining tolerance is a natural buffer, provided that it is dimensioned intelligently with regard to anticipated wear rates.
Large stock permits tools to pass through worn stages without immediately imparting final dimensions the roughing tools absorb most of the degradation leaving clean stock to finish. Inadequate allowance causes finishing tools to penetrate the final surface at an earlier stage in the life cycle and exposes them to the variation caused by wear earlier.
In high-volume die casting after machining, allowance strategy should be appropriate to tool life behavior: excessive stock-to-life ratio enhances the wear effect on important features; excessive stock-to-life ratio wastes material and cycle time. The sweet spot is based on historical wear data – 0.3 -0.8 mm per side of aluminum, modified by feature complexity and volume.
Discuss its machining allowance design machining allowance design for die casting.
Tool Wear Management as a Process Control Discipline
Tool wear management should be considered as a formal process control aspect, rather than a reactive maintenance aspect.
Reactive replacement – replacing the tools after they become out of spec ensures late deviation and high scrap risk. Replacement based on time is moderately stable and does not conserve tool life or may lead to early failure. Condition-based control, where spindle power, vibration, acoustic emission, or in-process gauging can be used, provides the longest consistency through making changes at specific wear limits.
This is an approximate comparison of methods:
| Wear Management Approach | Accuracy Outcome | Typical Scrap Risk | Tool Utilization |
| Reactive replacement | Late-stage deviation, unpredictable drift | High | Low to moderate |
| Time-based replacement | Moderate stability, some buffer | Medium | Moderate |
| Condition-based control | Long-term consistency, minimal drift | Low | High |
Advanced plans combine wear tracking with SPC, vary to automatically adjust where feasible, and establish replacement standards on the basis of actual degradation curves instead of calendar days.
Common OEM Mistakes in Managing Tool Wear
These recurrent oversights usually compromise the long-term stability of the OEM teams.
Final inspection detects drift, when it is too late, after the parts have passed through nonconformity. Failed consideration of gradual trends in control charts (considering only out-of-control points) allows wear to build up without notice. The fact that tool wear is treated as a maintenance process, instead of as a core variable in process capability, maintains responsibility in silos, and postpones systemic solutions.
These are not haphazard mistakes, rather more in the orientation toward the short-term performance as compared to performance based on time. In high-volume, high-mix runs the danger is increased because the slightest drift will erode margins silently.
How OEMs Should Evaluate Tool Wear Management Capability
A sign of tool wear managed as a process discipline should be sought when qualifying suppliers to work on long-term CNC.
Request wear data: flank wear, spindle load curves or vibration data throughout the tool life. Maturity is indicated by defined replacement criteria, which are not merely the number of parts, but are in terms of microns of wear. It is integrated with process control (automatic offset compensation, adaptive feeds, or predictive alerts) to divide competent partners and those who merely got lucky.
Suppliers with some past capability data like consistent CpK with thousands of parts will generally possess healthy wear procedures.
Conclusion — Accuracy Over Time Is a Managed Outcome
With CNC machining of die casting components, accuracy and time is not determined by machine capability alone; it is attained by strict control of tool wear that is incorporated in the manufacturing process.
Treating the concept of accuracy as a constant that is determined at the time of setup overlooks the overwhelming fact that accuracy of tools decays predictably, and only systematic control maintains the drift at bay. OEMs and manufacturers can ensure very tight tolerances on a run-to-run basis by considering wear monitoring and compensation as non-negotiable elements of the process, which is done in conjunction with fixture design and datum strategy, as well as allowance planning.This is the one discipline that forms the difference between good initial parts and good long-term performance. Manage the tool wear properly and the other process will be stable much longer.