Make-or-buy decisions in die casting projects are made based on CNC machining control of processes, responsiveness and long term stability of the project, rather than unit cost.
A large number of OEM sourcing organizations continue to see post-casting CNC machining as a mere commodity service: obtain quotes, select the lowest price, and walk away. Nevertheless, despite over ten years of experience with integrated zinc die cast programs and aluminum, this method has caused actual downstream issues. The sourcing strategy applied to secondary CNC operations directly affects the ability to manage casting variability, engineering changes, have consistent tolerances and the overall ability to predict overall lead times.
The choices on make or buy in CNC machining determine the extent of control that OEMs have over quality, timeliness, and engineering responsiveness in die casting projects.
When the machining process occupies the last stage of your value stream, such as after injecting, solidifying and ejecting molten metal, any break in capability, communication, or timing will increase the problems initiated earlier in the value chain. Inadequate integration transforms small casting porosity or dimensional variation into large quality holds, late shipment or re-work cycles. Whether it is cheaper per piece is not the issue, the real issue is whether your CNC sourcing decision is reinforcing the whole manufacturing system or not.
Why CNC Machining Is a Strategic Function in Die Casting Projects
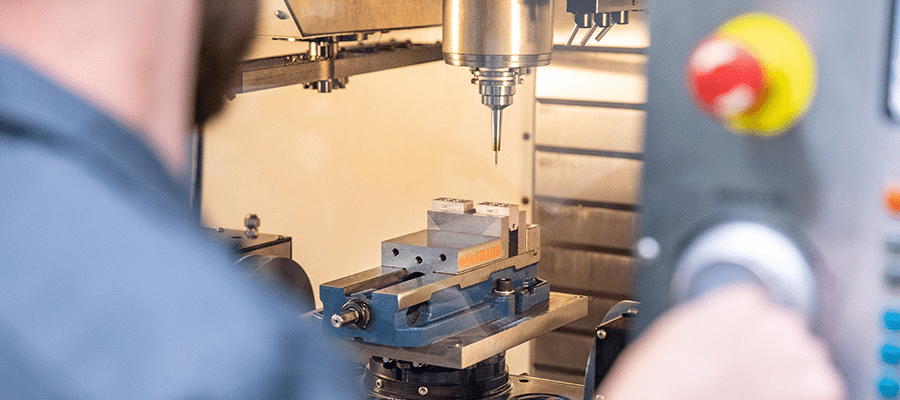
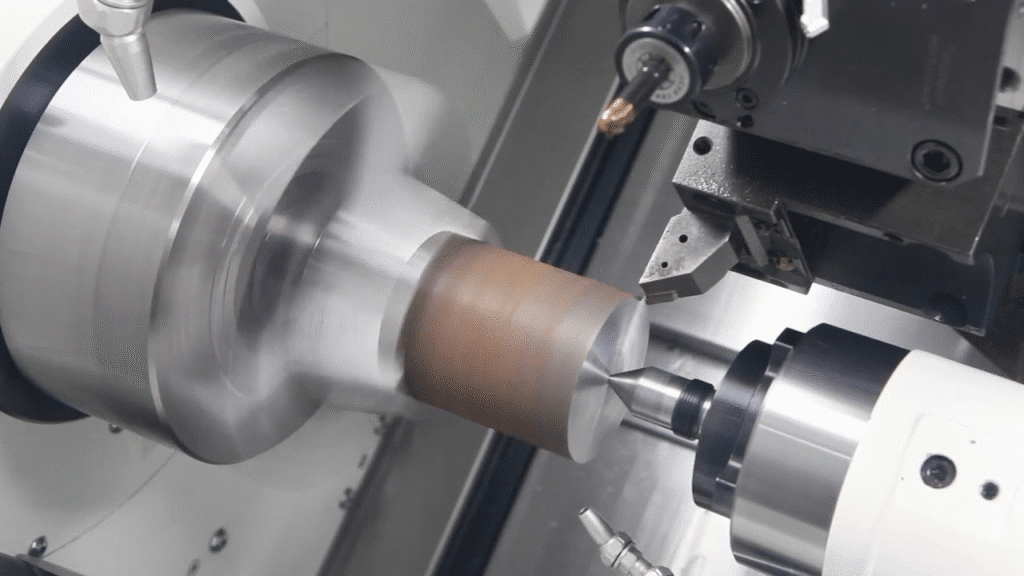
CNC machining is not simply a finishing process in die cast work, but the key that opens the door to castings being rudged into finished parts.
Die castings (either aluminum A380 housings or zinc alloy brackets) are virtually always inherently variable: minor porosity, draft angles, parting line flash, or thermal contraction between thick and thin sections. By its ability to produce tight tolerances (3.2 mm in key features), accurate hole positioning, threaded features, and surface finishes, which cannot be provided by casting alone, CNC machining corrects these.

Simultaneously, machining may reveal or rather magnify problems on the upstream. When a supplier of casting drives borderline parts to achieve yield levels, the CNC process turns out to be the stage where defects are observed resulting in an increase in scrap rates, inconsistent cycle time and unreliable delivery. That’s why the make-or-buy choice for custom CNC machining solutions isn’t tactical; it’s a strategic lever that determines overall system reliability.
Machining can be used in-house or closely connected so that direct feedback is provided to the casting team: change the parameters of the shots today, recover the run tomorrow. Outsourced machining will extend that loop to a days or weeks and make small corrections into large ECOs (engineering change orders).
The “Make” Option — Benefits and Constraints
CNC machining, post die cast in-house gives the most powerful system-level control where the integration is crucial.
The greatest benefit is a smooth integration of processes. Casting and machining all on a single roof (or at least a single organized team) allows the engineers to carry on with running casting trials and machine the samples in the same shift, immediately. This shortens feedback loops in an extremely dramatic way–change die temperature or gate design, based on the actual results of machined features, and not on secondhand reports. In automotive bracket or medical housing applications with GD&T callouts that are tight, this can cut weeks down to days.\
The responsiveness to change also becomes much better. An ECN, once it is received during the production process, can be adjusted by in-house teams and the CAM programs changed and new parts proved without delay in shipping or communication breakdown across the suppliers. Capacity planning is made internal, therefore peak does not initiate external bottlenecks.
Naturally, there exist actual constraints. Capital investment will require 20 or more CNC centers (as in our case with multi-axis machines) as well as constant maintenance, trained programmers, and tool management. Flexibility is associated with your available floor space, when volumes suddenly increase, it is overtime or expansion.
The following is a brief comparison of important points:
| Aspect | In-House CNC Machining | Outsourced CNC Machining |
| Process control | High – direct visibility & adjustment | Medium – dependent on supplier reporting |
| Change responsiveness | Fast – same-day program tweaks | Slower – coordination & shipping delays |
| Fixed cost | Higher – equipment, staff, maintenance | Lower upfront – pay per piece |
| Flexibility | Dependent on internal capacity | Scalable with multiple vendors |
The “Buy” Option — Benefits and Hidden Risks
The entry barriers of CNC machining are reduced and many die casting programs are capable of scaling due to outsourcing.
The obvious victories are that of financial and operational flexibility. There is no necessity in committing millions in CNC equipment when volumes are moderate or those designs are yet to mature. You are able to access the exclusive shops of the most recent 5-axis or even high speed spindles without possession. A good machining partner can provide stable and high part volume that has mature tooling and may absorb the changes in demand.
Yet the risks are in most cases concealed until they end up being costly. The largest one, most of which is visible to us, is loss of process visibility, which manifests as variability in machining as non-uniform cycle times, non-uniform wear, or scrap, and we are looking at supplier dashboards instead of going to the floor. The feedback loops are long: a casting porosity problem may not reach the machinist until the next batch of casting.
Another effect of the system is misalignment of casting and machining tolerances. When the casting supplier is optimized towards yield (extra stock is left) and the machinist is optimized towards near-net shape, you will either have too much material removed (and the cost is higher, and the cycle time is longer), or you will have too little material removed (scrapped parts). These are not failures by the suppliers these are natural effects of two independent organizations setting the optimum independently.
How Process Standardization Influences Make-or-Buy Outcomes
Standardization process results in a drastic amount of make-or-buy results that are a success when control is retained.
Once parameters (injection pressure, die temperature, cooling rates) and machining configurations (fixturing, tool paths, inspection points) are adhered to in SOPs, variability decreases across the board. This makes outsourcing less of a punishment since the suppliers are able to be more confident on their projections as well as the ability to recreate the results. Absence of standardization, however, increases all risks of handoff – minor variations in the concentration compound of casting alloy lots or machining coolant into tolerance stack-up problems.
OEMs looking to buy alternatives insist on suppliers who demonstrate process standardization in their operations; it becomes the safety net which allows one to do external machining without losing stability.
Engineering Change Responsiveness as a Deciding Factor
The make-or-buy logic with High ECN frequency puts substantial weight on the in-house CNC machining.

In automotive, electronics or medical die casting programs, design changes like; in weight reduction, assembly fit or regulatory changes occur frequently, even when the tooling is released. Every change needs new fixtures, CAM changes, and validation. In internal machining, these updates occur within days: re-programming, testing on current cast stock and resume. You are on PO revisions, supplier scheduling, and sample shipments, outsourced and a 48 hour internal fix is taking up to 2 4 weeks to get.
It is not merely the difference in the costs of machining, but the wave of effects; it is the postponed PPAP, holding up the production, and rushy air freight. For programs with frequent changes, retaining engineering change response capability in-house often outweighs short-term per-piece savings.
Common OEM Mistakes in CNC Make-or-Buy Decisions
Exceeding the unit price quoted and underestimating the integration costs is the most common mistake.
Most teams take up machining quotations on a case-by-case basis without considering the overall impact on overall landed cost- increased scrap through incorrectly synchronized processes, increased stock buffers due to prolonged lead times, or time spent by engineers on root cause hunting across firms. The other trap is regarding all CNC providers as similar. A store that is doing well in high-volume turning can be seen to get hitches in the 5-axis feature on the cast housings that are complex therefore resulting into unexpected quality or delivery.
Last but not least, missing system-level risk: thinking that it is only machining is ignoring the connection of this to casting stability. They are not inconsiderate errors but are natural when decisions remain at the procurement level and not process engineering.
A Practical Decision Framework for OEMs
This checklist will help steer make-or-buy decisions instead of a hard-and-fast rule- all projects have their own trade-offs.
- Higher ECN rate = Lean to Make (in-house machining is maintained to maintain speed and control in the iterative stages).
- High volume components are stable with mature design, then consider Buy (outsourcing through high control measures such as joint process audits and specification standardization).
- Low change risk, cost driven program Buy is frequently feasible (concentrate on supplier qualification and constant monitoring).
- Post-casting critical tolerances or complex geometries minimize the risk of misalignment.
Run scenarios: Run the overall cost of ownership ( scrap, inventory holding cost and delay penalties ) of the model across 12-24 months. The unit price at the lowest price will hardly win after system stability is considered.
Conclusion — Make-or-Buy Is About Control, Not Ownership
Control, responsiveness and system integration rather than unit cost should guide make-or-buy decisions in CNC machining used in die casting projects.Outsourcing can generate short-term savings which can easily disappear when quality drift or changes or integration failures require reworking or production halts. Stability of project in the long run is achieved because of decisions that make critical variables visible and adjustable. Nowhere is the difference between developing the capability internally or establishing a strong collaboration with a machining expert, the objective remains the same, a manufacturing system in which casting and CNC are a single, highly synchronized unit that achieves predictable outcomes to the customers.