Solutions in die casting in the auto industry are effective only in cases where structural performance, functional precision, and the uniformity of production have been incorporated as one unit- not as a checklist.
Automotive applications work under no-compromise conditions, unlike in both consumer electronics and general industrial castings, where cosmetic finish or even simple fit could be adequate. Failure of a structural bracket may threaten crash functionality; an erroneous fit of the functional housing may translate into assembly lines halts or warranty faults. Most suppliers augment their basic industrial-oriented casting operations and declare them as being automotive ready, whereas OEMs and Tier 1s consider suppliers on the basis of system-level reliability: reproducible mechanical behavior, porosity distribution and traceability to melt batches.
It is not merely that the tolerances are reduced, it is a completely different risk profile. Structural elements bear crush loads and fatigue cycles, whereas the functional elements require a high level of interfaces with sealing, alignment, or actuation. They both have to endure validation testing, high-volume ramp-up, non-drifting, and years-long field exposure.
Why Automotive Die Casting Requires Application-Specific Solutions
Automotive die casting is unable to lend directly to the broad industrial practices since the cost of variation is magnified by dozens of factors.
Safety-vital controls (FMVSS, ECE), longevity ambitions (1015 years of auto existence) and exposure to liability create ultra-low tolerance of variance in processes. Even a shift of a mounting datum of ±0.1 mm in a housing of an appliance can be tolerated, but may be rejected by a door hinge alignment test or airbag deployment can be impaired.
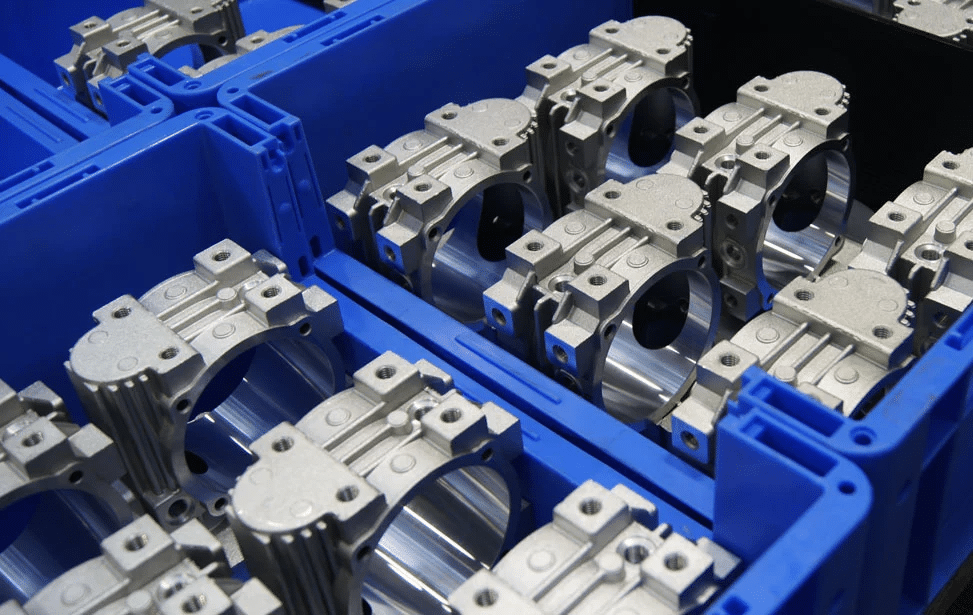
Stability of production is not an option. Car programs manufacture 300,0001,000,000+/unit/year/my. A supplier, which provides good g PPAP samples but drifts on Cpk during large-scale production, will impose huge containment cost and possible field recall. This is why OEMs require documented process capability (not merely machine tonnage), melt traceability and in-die monitoring which are seldom needed in non-autometer volumes.
Structural vs Functional Automotive Die Casting Parts
In structural and functional automotive die cast components, the engineering and manufacture conditions absolutely differ.
Particular structural components receive and pass crash or chassis loads and part particular functional components receive and facilitate accurate mechanical or fluid interfaces. The major risks are seen to be in stark contrast.
| Part Category | Typical Examples | Primary Manufacturing Risk |
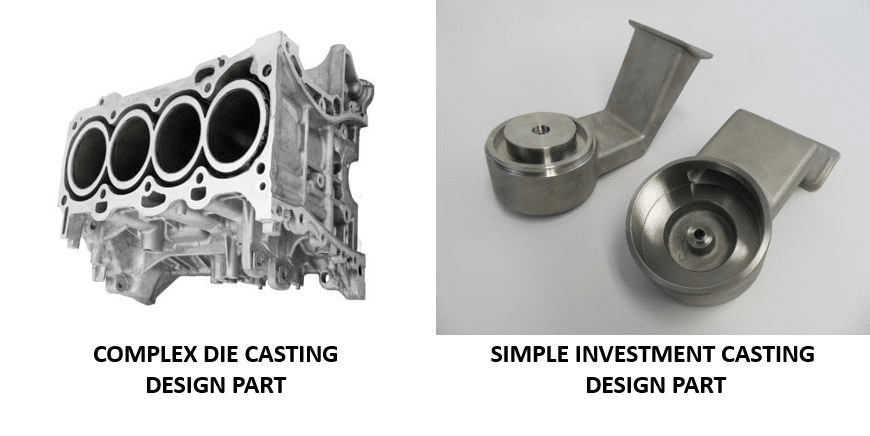
| Structural parts | Cross-car beams, engine cradles, shock towers, suspension brackets, battery trays (in EVs), subframes | Porosity distribution, mechanical property consistency (tensile strength, elongation), fatigue performance, controlled microstructure |
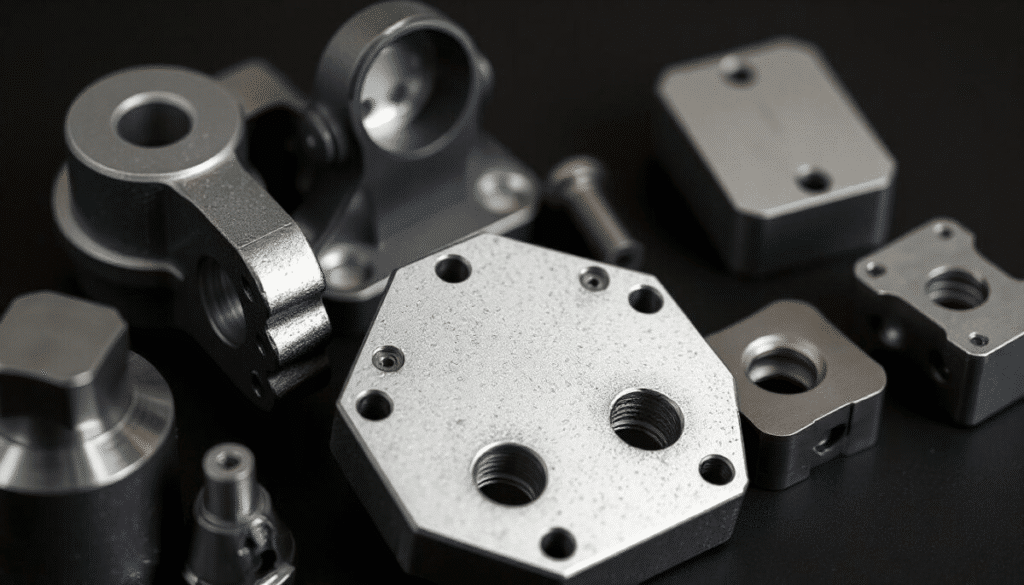
| Functional parts | Transmission housings, engine brackets, sensor housings, pump bodies, valve covers, gearbox casings | Dimensional stability at interfaces, sealing surfaces, tight positional tolerances, surface finish for gasket mating, thread integrity |
Structural parts are designed to reduce the number of defects in the load bearing areas. Even kind of tiny conglomeration cell of gas porosity may begin the cracks during impact. Suppliers tend to adopt vacuum-assisted or high-pressure operations and subsequently, it is examined through X-ray of inner sections.
Functional parts on as-cast geometry which reduces post-machining. During the sealing faces or bearing bores, it is possible to have misalignment, and this results into leaks or noise/vibration problems. In this case, the design of die stressed fill patterns free of cold shuts at functional datums.
Integrated Die Casting and CNC Machining in Automotive Programs
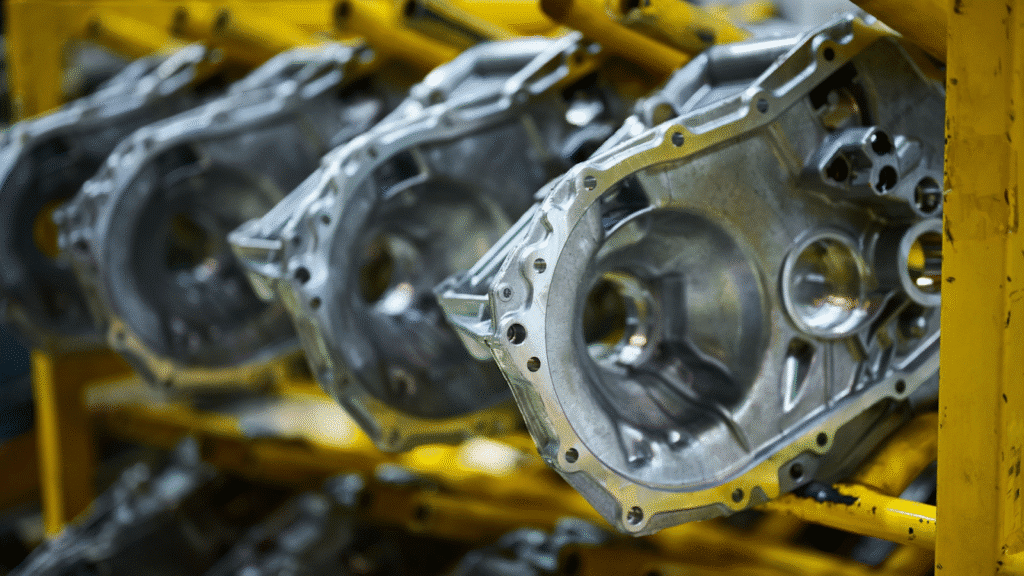
The majority of automotive die castings are subject to near-net-shape castings and precision CNC machining due to no one process to provide the high structural integrity and feature accuracy at reasonable cost.
Casting is excellent in complicated internal geometries, ribbed, and thin-walled objects in one shot – the best in lightweighting. But critical datums (mounting holes, sealing surfaces, bearing journals) require machining to tolerance (±0.0103 mm) and finish (0.8 mm) of Ra 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0 It is interested in making the casting such that machined allowances are made and datums are found that are not distorted by the casting procedure.
The method sculpted out to be regarded as well-integrated begins with simulation of casting to forecast shrinkage and warpage, followed by the establishment of machining fixtures which utilize as-cast datums. This reduces removal of stocks, conserves structural strength and shortens the cycle time.
To get a better understanding of how to accurately employ these processes in combination, check out our die casting and CNC machining competition.
For deeper insight into combining these processes effectively, see our die casting and CNC machining comparison.
As a China-based die casting and CNC machining manufacturer with IATF 16949 certification, we routinely manage this integration for automotive clients, ensuring datum strategy alignment from mold design through PPAP.
Comparing Die Casting and CNC Machining Roles in Automotive Parts
Die casting and CNC machining were not used to replace each other in the manufacture of automotive components.
Die casting is best for:
- Complicated 3D geometry (internal passages, bosses, ribs)
- Weight reduction in the form of thin walls (1.53 mm).
- Net-shape capabilities on a large scale that would be costly to engineer.
- With even-grained flow of loads.
CNC machining defines:
- Close holes and threads (0.01 mm)
- Planar sealing faces and gasket faces.
- Accurate locating data and fitting interfaces.
- Characteristics that need surface finishes less than Ra 1.6 u.
Attempting to cast all of this may over-machine stock or fritter; excessive dependence on machining will over-expand the lowering of costs and turnaround. The winning plan is to 80-90 percent cast and the last 10-20 percent machine only the critical.
Lead Time and Cost Control in Automotive Die Casting Programs
Timeline predictability is the key to automotive programs live or die it may take off a vehicle months and millions of dollars in revenue when a predicted process or delayed tool slips the schedule.
Combined die cast / CNC machining will minimize risk of ramp-up as the activity will be within the same roof. In-house machining does not require vendor-to-vendor handoffs, reduces feedback loops on datum stability and enables more rapid iteration when using APQP. As parameters to cast change (e.g. the die temperature changing the shrinkage), a trial can be checked on the same line without requiring weeks to test it on different capacity.
To get useful illustrations of how this integration can be used to shorten timelines, read our guide on reducing lead time with die casting and CNC.
Automotive vs Non-Automotive Die Casting Applications
The rules regarding validation and volume stability and traceability in auto die casting area are way more stringent than in most other non-automotive-focused areas.
Non-automotive uses (lighting housings, appliance bases) commonly have larger process windows due to the cosmetic or inconvenience mode of failure. A car also requires item certs per heat, process capability research (Cpk of at least 1.67 on critical dimensions), and lot tracability to facilitate root-cause inquiries a long time later.
To put this in perspective, compare this to our overview of die casting solutions for lighting and appliances.
Quality, Traceability, and Consistency Expectations
Although formal PPAP may not be necessary, automotive-grade thinking -repeatability supported by documentation is still needed.
The PPAP-style discipline implies that drawn-up ballooned drawings, control plans, MSA, and capability data are not the best case scenario extras; they ensure the process does not become lost. Traceability begins at the ingot (alloy certs, spectrometer results) and goes through to melt, casting, heat treat, machining, and the final inspection. Test data of X-ray, CMM and tensile testing should be connected to particular production lots.
Conconsistency does not mean a single hit in spec, but rather it means remaining in spec through millions of hits. It is not only end-of-line sorting that is needed but also automated monitoring, preventive die maintenance, and statistical process control.
Conclusion — Automotive Die Casting Is a System Commitment
Solutions of die casting used in the automotives prosper when the manufacturers are dedicated in the system discipline, and not just casting production.The entire structure, precision of execution, and consistency of long-term production have to be planned in the very concept of the mold until the final downstream processes. Those suppliers that consider them autonomous capabilities do not pass through automotive qualification very well. The successful ones realize that success in programs involving the manufacturing industry is not by lone processes but rather the entire system.