A large number of OEM teams continue to perceive die casting and CNC machining as opposing to each other, – a binary decision, and one of these supposed replacements. This attitude frequently results in subpar deliverables: components that need more post-processing or tolerating, or exorbitant prices as one process is compelled to perform the job it was not meant to perform.
The problems in manufacturing as a matter of fact are often caused by giving too many responsibilities to a single approach. The professional OEM engineers understand that attempting to remove CNC machining by the use of die casting ( or the other way round ) seldom produces the best outcomes. Die casting and CNC machining are effective tools which are applied to the functions to which they are best suited.
The best way to go is by being strategic: die casting to make scale-efficient near-net-shape blanks, followed by selective application of CNC machining to any part that requires criticality. A common compromise between geometry complexity, dimensional accuracy, and the economic factors of production occurs in this hybrid style used with automotive brackets, electronic housings, and medical equipment parts.
Why Die Casting and CNC Machining Serve Different Manufacturing Purposes
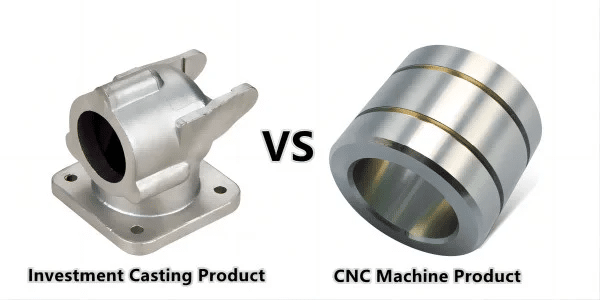
Die Casting and CNC machining deal differently with two aspects that concern production of metal parts.
Die casting is the best technology in high volume manufacturing of complex structures. It ensures that intricate shapes (e.g. thin walls, undercuts, internal features, etc.) are quickly formed using minimal material waste once the molten aluminum or zinc alloy is inserted under high pressure (usually 400 -1200 tons) into a precision mold. The process is bright in terms of the repeatability of the output in the thousands to millions of piece formations with exquisite repeatability when the die is fine-tuned.
By comparison, CNC machining involves material removal though subtraction of a solid billet or casting blank. It provides undisputed mandate over dimensional precision (in the microns range within crucial areas), face-level flattening and the location of features. Using multi axis CNC centers, it can work with fine positional tolerance, true position bore, threaded features and customization without geometric limitations of draft angles or parting lines.
The danger arises as teams consider all these roles too many times over. When making the expectation that die casting will be able to run ±0.01 mm tolerances on mating surfaces, there tends to be the secondary machining at any rate, though with an increase in variability as long as the as-cast blank is not particularly stable. On the same note, entirely depending on CNC machining on complicated parts in large numbers exorbitantly swells up the cycle time as well as material expenses.
Integrated Manufacturing Capability Enables Process Synergy
When in-house capabilities of the die casting and CNC machining is held by their supplier, OEMs stand to benefit significantly.
A single facility eradicates handoffs, like a mismatch of datums between casting and machining operations or variations in material properties between batches. The sourcing that is fragmented, the vendor casts, another manufactures, brings about the problems of communication gaps, stack-up of tolerance, and longer lead time due to transportation and re-inspection.
Working with a China-based die casting and CNC machining manufacturer based in China and dominating the entire chain (mold design up to final inspection) can enable flawless transfers of the processes. Robotic polishing In-house automated deburring and CMM-verified systems are designed to guarantee that cast blanks reach machining stations with consistent geometry, reducing the need to make adjustments to settings nor scrap.
Die Casting vs CNC Machining — Capability Boundary Comparison
Neither process can fully replace the other; each has clear boundaries where it outperforms.
| Manufacturing Aspect | Die Casting | CNC Machining | Winner for Most OEM Scenarios |
| Ideal production volume | High (10,000+ units; economies scale rapidly) | Low to medium (prototypes to ~5,000 units) | Die casting for mass production |
| Geometric complexity | Excellent for thin walls, ribs, undercuts | Good, but limited by tool access and fixturing | Die casting for intricate near-net shapes |
| Dimensional accuracy | ±0.1–0.3 mm typical; tighter possible with tuning | ±0.005–0.02 mm achievable on critical features | CNC machining for precision zones |
| Tooling investment | High upfront (die fabrication) | Low (programming & fixturing only) | CNC for low-volume flexibility |
| Change flexibility | Low (die modifications costly and slow) | High (easy program updates) | CNC machining for design iterations |
The conclusion is obvious: die casting forms the structural basis very effective, whereas CNC machining cleanses it where it is needed the most. The fact of complete substitution tends to lead to cost increase or quality compromise.
Process Planning Determines Integration Success
Early DFM (Design for Manufacturability) reviews are also the beginning of successful die casting and machining integration well before the production begins.
Late-stage rework is often caused by poor planning: it was only found too late that a critical bore cannot hold position because the as-cast argument shifted, or the draft angles are causing interference with secondary fixturing. The costs are pumped up with these issues by adding machining allowance or wearing of tools or even reworking molds.
With effective planning, the features that remain as-cast (non-critical surfaces, structural ribs) and those that must be machined (tight-tolerance holes, flat sealing faces) are planned. By providing integrated suppliers with early 3D models, shrinkage, warpage and machining stock distribution can be simulated. For deeper guidance on this stage, see our die casting project planning guide.
Precision Die Casting Improves CNC Machining Effectiveness
Castings made in a stable, repeatable way are the basis of efficient secondary CNC operations.
By attaining uniform geometry through die casting the geometry being constant in shrinkage, porosity, and predictability of parting-line flash; CNC programmers need only stock the minimum. This reduces cycle times and reduces the use of tools and enhances surface integrity along machined lines.
In our case with automotive housings and brackets, die casting operations (strict process control, x-ray inspection and indirect reading spectroscopic measurements of alloy content) provide machining arrangements that tolerate batches of less than 0.02 mm. The absence of that upstream stability has CNC operators struggling with variability, which increases the results of a gift and their scrap. Learn more in our article on high-precision die casting processes.
Managing Defect Risk Through Process Combination
Even a well-controlled die casting may result in small internal defects such as micro-porosity or shrinkage voids – failures of pressure solidification.
These cannot be “cured” by CNC machining, just the material about them can be removed. However, post-casting machining is strategic, and reveals and removes surface-related defects and hollows out precise features that conceal non-critical internal ones. An example (e.g.) is machining all desirable sealing faces, and leaving non-functional areas as-cast.
Other flaws such as deep internal porosity or hot tears cannot be detected or fixed through machining. It is the reason why upstream prevention (through control of the mold temperature, vacuum assist, alloy optimization) is a necessity. To obtain viable prevention measures, refer to our overview of porosity and shrinkage defects in die casting.
Surface Finish Outcomes Depend on Process Allocation
The surface requirements determine the point of emphasis on both casting and machining.
Die casting provides naturally smooth surfaces (Ra 1.63.2 mm is typical of aluminum), which are perfect in non-functional or ornamental regions with little or no post processing. It however does not cope with ultra flat sealing faces or mirror like finishes without extra work.
CNC machining is efficient in attaining desired Ra values (down to 0.4 μm or more) on critical mating surfaces, although its application everywhere is time-wasting and will raise costs. Smart trick: machine becomes cast at the base finish and geometry and machine only essential areas of use by functional requirements (i.e. bearing journals or gasket interfaces). Heavy finish may be combination of post-machining and either powder coating or plating.
In the case of zinc alloy items particularly, explore detailed surface finish options for zinc die casting to match requirements efficiently.
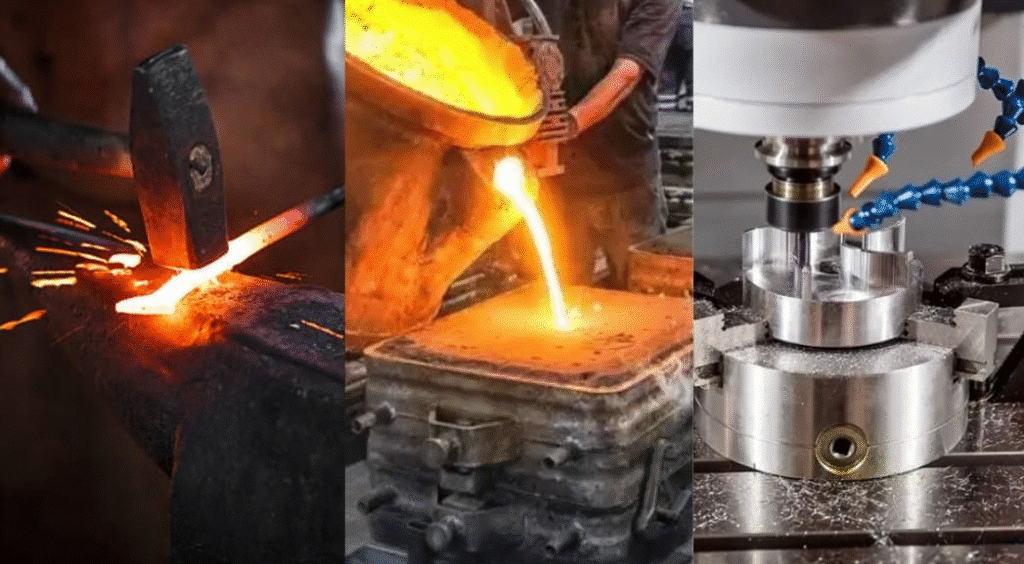
Conclusion — Better Results Come From Process Alignment, Not Substitution
Breaking one process to do it all hardly results in manufacturing excellence. Die casting & CNC machining make better together, not separate System CNC machining has been repeatedly shown to be more effective than single-stage machining.
Die casting makes near-net shapes as quickly as possible at low costs, whereas CNC machining makes the choice precise, flexible, and free of defects that ensure functional reliability. This synergy when coordinated early through good planning makes the variability less, reduces the lead times and enhances performances in parts in the automotive, electronic as well as medical equipment industries.
OEMs perform more effectively when die casting and CNC machining are considered as complementary processes and each process is considered as the best at its job.