Defects do not occur easily in case of aluminum die casting. They nearly always originate in variations in the process; such as a change in temperature, in the injection parameters, or in insufficiency of venting, which compound themselves over repeated cycles. Most OEM teams continue to believe that most of the problems can be corrected and detected in the end through extreme inspection or rework. Things are not that simple: although sorting can eliminate blatant rejections, the real causes are inherent in the process. The problem of quality aluminum die casting defects cannot be solved by the post-production check, but it needs the discipline of the process, the level of accuracy, and the focus on the manufacturing in the infancy.
Why Aluminum Die Casting Defects Are Predictable
Aluminum molten can be extremely sensitive to time with regards to handling it. Its high melting point, however, relative to viscosity (when molten) implies that minimal variations in the rate of filling, the temperature of the die or the entrapment of gases can easily translate into external or internal defects. Such are not random occurrences but are expected results of system variability.
As an example, gas porosity can be expected when air becomes entraped during a high-speed injection, and shrinkage porosity will be visible in thicker areas where solidification is not being fed appropriately. The main difference is between random defects where outliers arise once or twice as a result of an impurity in the material, and systemic defects which recur due to a flaw in the process such as a failure in gating design or excessive lack of degassing. When you understand that pattern, it becomes obvious that the fixes that are sought on an individual basis are not so important: the fixes that are sought on the larger level, stabilization of the variables, wipe the recurrence out.
Manufacturer Capability Determines Defect Prevention Outcomes

The variation between a supplier who provides smaller and more stable quantities of parts and those who repeat problems is often only a question of maturation in a manufacturing system, and not merely equipment or operator proficiency. An effective manufacturer will engineer error prevention throughout all the process stages such as alloy preparation, tooling design, shot monitoring and validation instead of using downstream sorting to cover up failures.
Such a degree of control is much more important than volume of inspection since it resorts to causes of the same at the source. As an OEM aluminum & zinc die casting company die casting, CNC machining, and full quality laboratories (including CMM, X-ray, and spectrometers) we have witnessed ourselves how disciplined systems result in a reduced rate of defects in high-volume production of automotive components such as brackets, housings, etc.
Overview of Common Aluminum Die Casting Defects
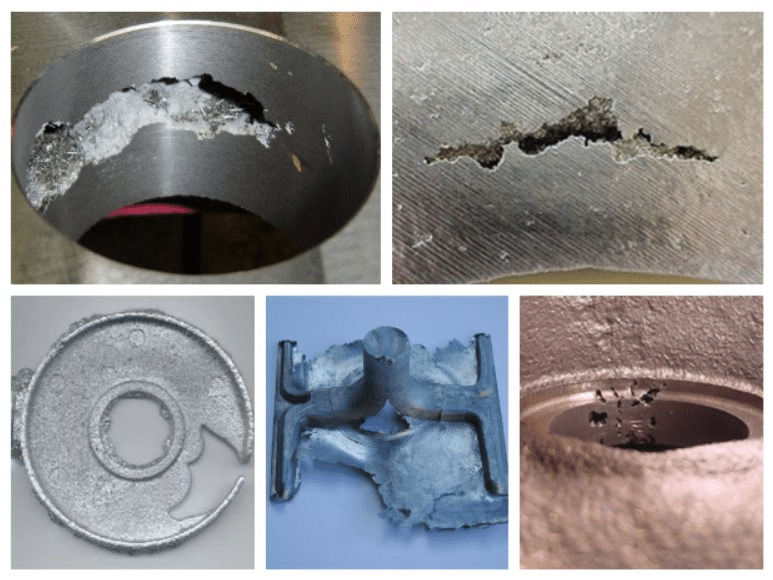
The majority of the defects in most cases of aluminum die castings are recurring and each one of them is associated to a particular process stage. Here’s a clear breakdown:
| Defect Type | Typical Symptoms | Primary Root Cause |
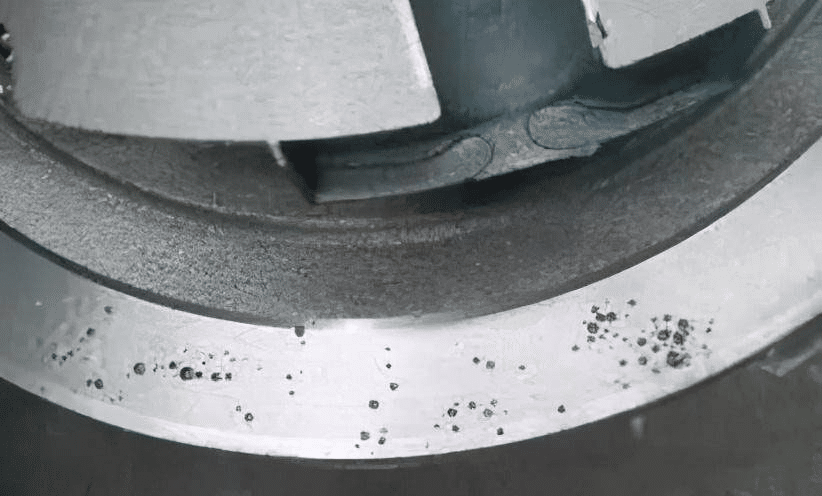
| Porosity | Individual small round holes (gas), or irregular pores (shrinkage), usually internal. | poor venting/turbulence- entrapment Gas is trapped by lack of proper venting or shrinkage/damaged feeding in the solidification process. |
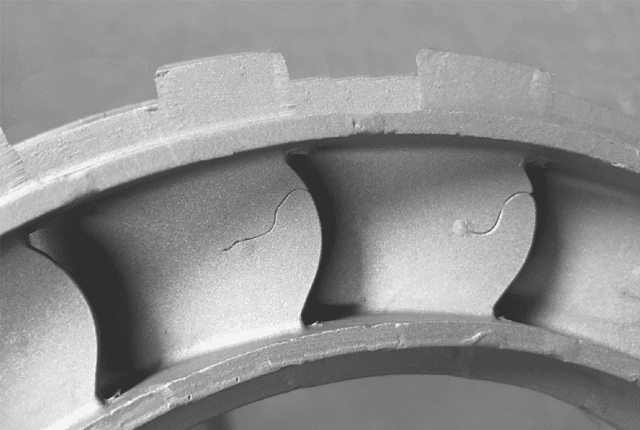
| Cold shuts | Lines or gaps that can be seen between the parts of the metal fronts, but they did not meet where they should. | Low metal temperature, slow filling or premature solidification. |
| Shrinkage | Internal depressions, sinks, or voids in the thicker sections. | There are volumetric contractions that lack enough risers/feed paths. |
| Surface blistering | Bubbles raised on the surface following ejection or heating. | Gas that is confined due to rising temperature or moisture in the die. |
| Misruns | Cutaway filler, skimpy fillers or shot-cuts. | Lack of enough pressure/speed, incorrect gating or wastage of heat. |
These faults are recurrent in projects since they are built upon basic process behaviors in aluminum, its likelihood to absorb hydrogen, contract greatly on cooling, and flow turbulently at large speeds. The same problems are re-emerged without any specific controls, even at different part geometry.
How Process Selection Influences Defect Risk
Aluminum and zinc alloys have different responses in die casting conditions and this has direct influence on defect profiles. Aluminum has a higher melting level and higher shrinkage rate than those of aluminum, where it is more likely to be porous and cold shut. Zinc is also more inclined to form fewer internal voids and can be made with thinner walls due to its lower melting temperature, lower shrinkage and greater fluidity.
With that said, aluminum is better utilized in a situation in which both strength and heat resistance and light weight, such as in automotive roof racks or electronic case, are needed and zinc may not perform. The decisions are not only concerning the alloy, but also attempting to a match the process with the requirements of the part, in order to reduce the risk of inherent defects.
For a deeper comparison, see our guide on aluminum die casting vs zinc alloy die casting.
Role of Early OEM Preparation in Defect Prevention
The risks of defects increase in case the project requirements have not been specified prior to starting to tool them. Soft tolerances, lost draft angles, variable wall thicknesses or change of alloy specs after the parts have been made compel downstream variability.
Close OEM-manufacturer convergence initially – by design for manufacturability checks, solidification simulation and joint risk analyses – enables the process to be streamlined right at the beginning. This avoids numerous defects which might have forced a company to incur costly mid-production repairs.
The first step begins with a standard way of doing the job; check out our OEM die casting project checklist for key steps to cover before mold release.
Precision Die Casting as a Defect Prevention Strategy
Precision die casting does not have a dependence on some kind of fancy equipments, rather, it has close, close control of the variables that have the greatest significance and mostly: shot velocity profile, die temperature uniformity, injection pressure uniformity, and vacuum assistance where necessary. These factors stabilize filling and solidification, diminishing the probability of entrapment of the gases or unequal cooling resulting in shrinkage received due to turbulence.
Monitoring and feedback loops give repeatability, both in real-time information on parameters, and post-cast analysis (such as X-ray of porosity). When each shot can be followed in the same disciplined pattern, the defects cease being a normal variation but are few exceptions.
Learn more in our article on precision die casting.
Prevention vs Correction — How Experienced Manufacturers Think
This is the way the two attitudes are practiced:
| Approach | Short-Term Result | Long-Term Risk |
| Defect sorting | Immediate rejects removed, shipments continue | Root causes persist; defect rates stay high, costs accumulate from rework/scrap |
| Process correction | Temporary fixes after defects appear | Band-aid solutions; variability returns with material or parameter shifts |
| Upstream prevention | Defects minimized from the first run | Lower scrap, stable quality, scalable production with predictable outcomes |
Upon experienced manufacturers the focus is upstream prevention due to the scaling aspects. Correction is based on detecting issues once they have occurred which is inefficient at scale. Prevention instills some trust into the system.
Conclusion — Defect Prevention Is a Measure of Manufacturing Maturity
With aluminum die casting, there are seldom defects that are accidental: it is an indication of the maturity of the manufacturing system under which the process occurs. Installed control of the quality of alloy, tool design, stability of parameters and pre-emption beat heavy inspection or corrective measures. In case with OEM teams, assessing suppliers on their prevention capacity in the form of process documentation, validation data and defect history will give a better insight into long-term reliability as compared to defect reports alone.