In post-die-casting CNC machining precision is used as a term as carelessly as it is one universal goal. However, this is where the facts on the ground as we have witnessed hundreds of times in the shop floor come in: there is a fundamental difference in machining precision requirements between structural and decorative parts since functional performance and visual acceptability do not follow the same principles of engineering logic.
It is an application of the old theory that tighter tolerances are necessarily equal to high quality that many OEM teams continue to work under. Practically, spec tightening, and tightening particularly when structural logic is pushed into cosmetic surfaces, will increase machining time, tool life, the complexity of the fittings, the scrap rate and eventually the project cost, without corresponding gains. Projects have been seen to balloon 3050 percent in lead time and price merely as a result of the designer imposing ±0.01 mm positional tolerances on an apparent housing face only required to maintain its surface texture.
The right machine precision should be determined by the part use; structural or ornamental, as opposed to a one-size-fits-all sense of tolerance. It has been found that getting this right at a young age is much cheaper than the engineering reviews.
Why Structural and Decorative Components Demand Different Precision Logic
Structural components survive or perish because they are able to hold loads without collapsing and decorative components thrive or fail because they appear homogenous at the normal lighting conditions and the normal angles of observation. The logic of engineering breaks at this point.
On structural parts, accuracy is the direct contributor of mechanical reliability- consider stress distributions, resistance to fatigue, and guaranteed assembly fits. Cyclic loading may occur in a bracket or pedal housing, and slight movements of the hole relative to the wall, or the wall relative to the entire housing, may result in stress risers that cause cracks with time.
Decorative elements on the other hand are determined by human senses. The tool mark pattern, a slight waviness, or a variation in transition is seen at a glance, although dimensional measurements may easily be within tolerance. A common occurrence of cosmetic rejection is that the part does not appear correct but is in fact functional.
This is no theory, it is what we watch everyday where portions are taken out of CMM inspection and made to final visual inspection. Measures of success vary: one in terms of microns of load variation; the other in looks across lots. It is unreasonable to treat the other logic with a misuse of logic.
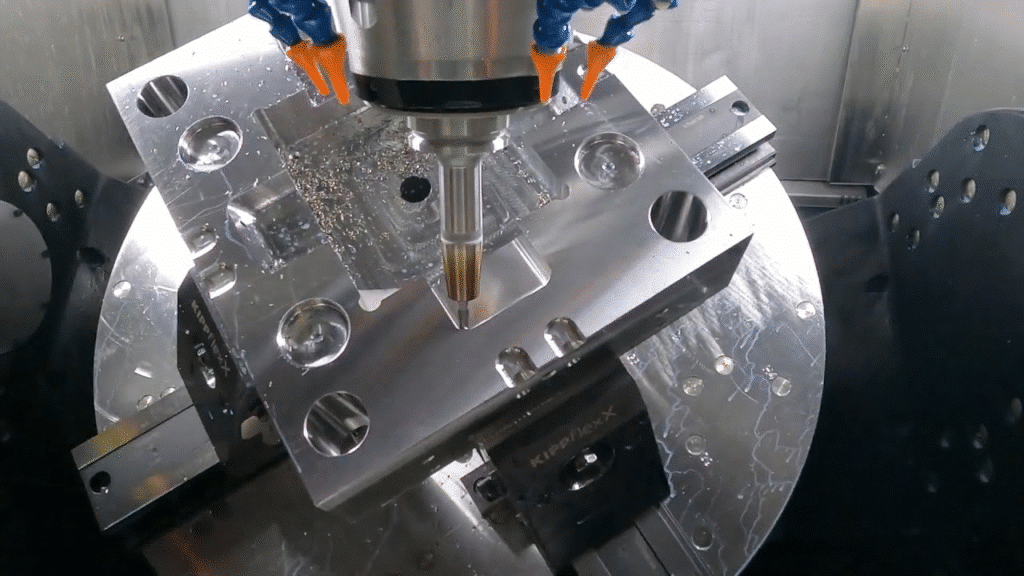
In real production environments like our CNC machining workshop,where we are routinely producing parts with both types every day after either aluminum or zinc die cast, we are continuously modifying the process controls, i.e., load-sensitive features are fixed, features needing appearance are duct taped, etc.
Structural Components — Precision as Functional Reliability
When performing the structural parts, the accuracy is there so that the component can be able to fulfill the loads reliable, assemble in a predictable way as well as serve its service life.
Other important contributors are the sustenance of load paths (no unexpected bending or concentrations of shear), assembly fit (preferred clearance/interference within design), and geometry maintenance under recurrent loading (reduction of fatigue initiators). Tolerances here are connected to mechanical performance: bolt pattern positional accuracy, mating face parallelism and sectional consistency of walls to avoid weak points.
Structural failures have been observed to commence with loose positional control of critical features- parts that were in tolerance but would move under torque resulting in field returns.
To clarify the roles:
| Structural Requirement | Precision Role |
| Load transfer | Dimensional accuracy |
| Assembly fit | Positional tolerance |
| Fatigue life | Consistent geometry |
These are not luxuries, they are not negotiable in components such as motor brackets or medical equipment cases where failure is not aesthetic it is fatal.
Decorative Components — Precision as Visual Consistency
Ornamental components reverse the script: superficiality is more important than numeric accuracy in the vast majority of situations.
The dimensional windows of a perfume cap or lighting trim may well be kindly generous of ±0.1 mm, small amounts of variation in surface waviness, milling pass marks, or asymmetrical chamfer transitions could shine blindingly in the showroom. A CMM probe is nowhere as sensitive to detect patterns and irregularities as the eye would.
In this case, precision refers to variability over the outputs of processes that influence appearance tool path strategy, step-over in finishing passes, vibration reduction during polishing and repeatable robotic buffing sequences. We have discarded batches in which all the dimensions were spec and light reflection showed inconsistency in the grain direction, or light trace of witness lines during previous processes.
They differ with structural logic: a decorative housing does not mind whether there is drift of a non-mating bore of 0.03 mm off nominal as long as the outer radii of the finish support each other and the color coating is uniform. Converting structural-level GD&T to these visibly exposed faces tends to add only cost without apparent enhancement in the acceptance rates.
How Design Decisions Influence Precision Requirements
The design decisions made early in a design entrap precision risk much earlier than machining begins.
Placing of the features dictates the visibility the exterior faces need to be aesthetically uniform and the concealed ribs need to be more strength-conscious. Die cast draft angles, parting line position, and ejector pin marks impact on post machining requirements. When a visible radius is too near a parting line flash remnant, you will undergo a struggle with surface unevenness however tight you tolerant the last dimension.
We always prefer to reassess designs at an early stage: relocate to high-isofield-of-operational areas, or provide intermediate stock of additional machining resources where they are required. To learn more about balancing such tradeoffs, see our guide on designing die casting parts for CNC for die casting.
Fixture Design and Its Different Roles in Structural vs Decorative Parts
It is not just a holder, fixtures determine repeatability and stability.
In case of structural components, deflection due to loading forces during cutting is prevented owing to the rigidity of the fixed component, thus the accuracy of position of load bearing features. A loose arrangement could allow a bracket to bend 0.02 mm when heavy milling is involved, and destroy location of holes.
In case of decoration, repeatability of the fittings is more important than absolute rigidity- When the part is repeated thousands of times there is a consistency in location of the part, the tool is used at the same angle of approach and the polishing path will stay the same and visual changes will be few. We have solved appearance problems that were due to parts movement within the micro-metrics between cycles which were the result of wear on fixtures that resulted in irregular light scattering.
Details on this are covered in CNC fixture design for die casting.
Datum Strategy — Functional vs Visual Reference Systems
The same split is followed in datum selection.
Structural components utilize functional datum primary planes or holes that surface load flows/assembly face. These guarantee the correct part mate-up of the part in real-world forces.
Decorative parts may require visual datums, reference surfaces with continuity of appearance such as symmetrical centerlines or aesthetic planes which conceal slight discrepancies. The risk of enforcing an unneeded tight tolerance by using a functional datum to misuse could be applied improperly to make the cosmetic control.
See our post on datum selection in CNC machining for die casting for practical examples.
Machining Allowance and Precision Stability
Final machined feature allowance on die casting blank has varying effects on stability.
Structural parts allow even less in users when the raw casting geometry provides good load paths– addition of more raw stock can add variation to thin walls. Ornamental pieces must have enough of allowance to clear off workings on surfaces without danger of under-cuts or thin areas appearing in the finish.
The lack of finishing allowance on parts of the casting that are visible is likely to result in residual bleeding through casting texture, which causes rejection. More on this in learn more about machining allowance design.
Precision Consistency Over Volume
Consistency overpowers peak accuracy in mass production.
A structural component may tolerate occasional outliers that remain within the working limit- fatigue models typically contain characteristics of safety. However, ornamental sections are victim to when deviation sneaks in: one production lot where tool wear differs slightly is different in lustre and visual QC goes haywire, all at once.
The actual cost driver is rejection mechanism:
| Aspect | Structural Components | Decorative Components |
| Precision goal | Mechanical fit | Visual uniformity |
| Key risk | Functional failure | Cosmetic rejection |
| Cost driver | Scrap / rework | Inspection / appearance loss |
For strategies on maintaining this in production, check learn more about improving production consistency.
Common OEM Precision Misjudgments
Structural tolerances are often used by teams on decorative elements – requiring a visible cover with ±0.005 mm flatness that just requires a consistent texture. Or they specify GD&T to beyond reason, making functional simple finishing operations into a nightmares of multi-setups.
The second pitfall: equating measurement capability and acceptance criteria. One component may scan perfectly on CMM but on the eye fairly wavy.
These are not accidental mistakes, these are, habit of the structural-heavy-work. Consciousness alone abridges a significant portion of downstream sufferings.
How OEMs Should Define Precision Requirements Correctly
Begin with an intent mapping: write the things the component must accomplish (carry load? resist fatigue? look premium under retail light?).
Then establish acceptance criteria against structural acceptance criteria and visual sample or surface roughness decorative acceptance criteria.
Make design, machining operation and inspection together at design stage. Input manufacturing comments prior to freezing limits.
When accuracy equals intent, then you will have no waste and have consistent production that is economical.
Conclusion — Precision Must Match Purpose
When machining die cast parts with CNC machines, precision is always valuable, but not when applied across the board, but when it follows the functionality of the component: structural integrity or ornamental value.
Being sure what it is that really does matter is always much better than being tight. We have observed what projects would become with regular delays and high scraps being reduced to regular run to smooth just by reassessing the tolerances in this perspective.
Hindsight spent a few years on the floor: it is not how tight it can be but what does this detail need to survive or look good long-term.