The CNC machining strategy in cosmetic and decorative die cast mold topics such as consistency of surface appearance and risk of defect. Although many teams believe that the presence of visual defects such as light lines, waviness or minor tearing is the result of coating, polishing or plating. As a matter of fact, the problems are often brought (or sometimes not possible to avoid) in the process of machining itself. An example of manufacturing outputs that are based on upstream is cosmetic quality which includes choice of tools, speeds and feeds, fixturing stability, pass sequencing. Once the surface integrity is prioritised over the pure material removal, the consideration of the whole practice of CNC machining of cosmetic and decorative die cast components varies.
Decades of experience operating work on aluminum roof rack brackets, tops of perfume bottles, and LED lamps, zinc alloy ornamental trim have revealed only one constant fact: machining of cosmetic die castings is controlled by surface integrity and the perception of physicality, rather than merely dimensional precision. Even features that must tolerate a ±0.01 mm may fail because tool marks or chatter may be visible in a certain lighting condition or they are visible after anodizing/powder coating.
Why Cosmetic Requirements Change CNC Machining Priorities
The cosmetic needs compel the fundamental change of the machining priorities; the aggressive removal of the material should give way to upholding of the surface integrity at all stages.
On structural or functional die-casts, small tool marks, light chatter or lines of feed, are commonly a set of tolerance, provided they remain functional. Cosmetic and decorative surfaces, in their turn, consider any manifested inconsistency as a loss. A feed line, which is not visible on a hidden bracket, is a reject, on a visible perfume top or car trim. The emphasis is shifted to no longer being concerned with how quickly we clear the stock, but the surface is left clean.
This change has an impact on nearly all parameters:
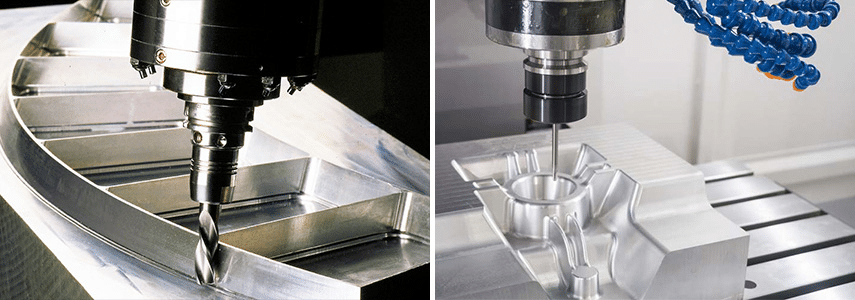
- Reduce the feed rates and use spindle speed that is conservative so as to reduce vibration transmission.
- Stepovers of lesser size and extra finishing strokes.
- Greater control of tool action and radial depth of cut.
- Preference given to balanced toolpaths with zero direction changes.
For baseline capability discussions, shops must demonstrate proven CNC machining capabilities on appearance-critical work—not just quoted tolerances on a print.
Common CNC-Induced Cosmetic Defects in Die Cast Parts
Numerous visual flaws of the finished cosmetic components can be directly linked to CNC machining decisions and not limited to die casting and secondary finishing.
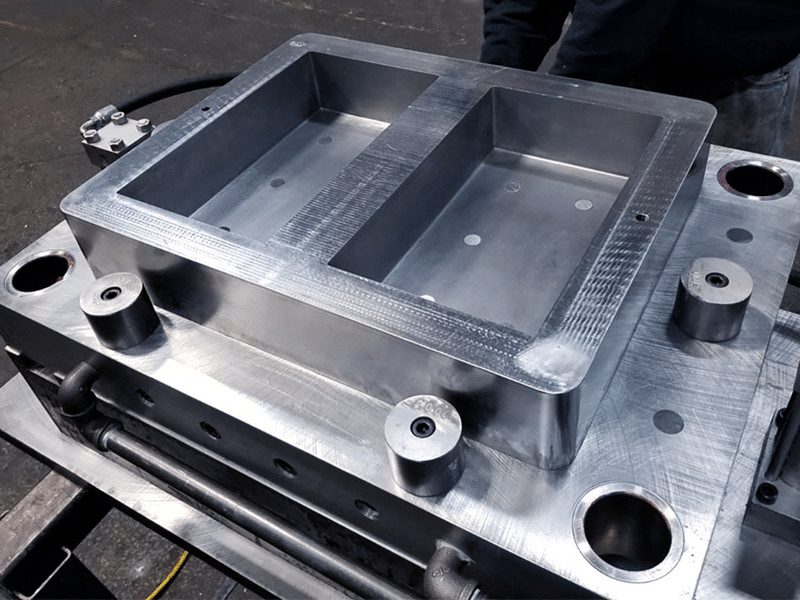
Die-cast blanks (which are typically aluminum A380 / A360 or zinc Zamak) are as-cast porous, contain flow lines, or have minor parting-line flash. These may be cleaned up through proper machining or inflamed. The majority of the problems caused by CNC are:
| Defect Type | Machining-Origin Cause | Why It’s Hard to Correct Downstream |
| Tool marks | Improper feed and speed, aggressive stepover | Leaves linear ridges that show through thin coatings or bright anodize; polishing often rounds edges unevenly |
| Chatter lines | Vibration from unstable setup or tool overhang | Creates harmonic waves visible under angled light; hard to blend without altering geometry |
| Surface waviness | Substantial advance in cutting of the tool or mismatched cutting forces. | The optical distortion (peak effect) results; mass finishing finds it difficult to cut level without over-cutting. |
| Edge tearing | Poor finishing jobs or unsharp tools. | When highlighted, such as chamfers or radii, produces micro-burrs or ragged edges); visible on opposite faces of outlined features. |
These malfunctions are hard to fix on the down-stream, since polishing or media tumbling can only cut away a certain amount of material, and most of the cosmetic finishes (clear anodize, chrome-like PVD, or high-gloss powder) tend to accentuate sub-surface marks, not to conceal them.
Why Cheap CNC Machining Fails on Cosmetic Components
When appearance is not negotiable, low cost CNC operations nearly always fail since they are highly motivated by throughput, but not by process discipline.
Stores with the lowest price per piece may not perform the necessary checks: the schedule of changes of tools is not always the same, little control over coolant and no reproducible acceptance rules at all. What comes out is cumulative variation, the tool marks more similar in one lot to the next, the chatter which shows up at random or the waviness due to unnomicaised wearing.
In enforcing cosmetic standards, such shortcuts result in huge scrap rates and rework cycles. The risks of cheap machining are manifested all too vividly in appearance sensitive production batches where titles by as low as 5 percent visual fails can doom project profit.
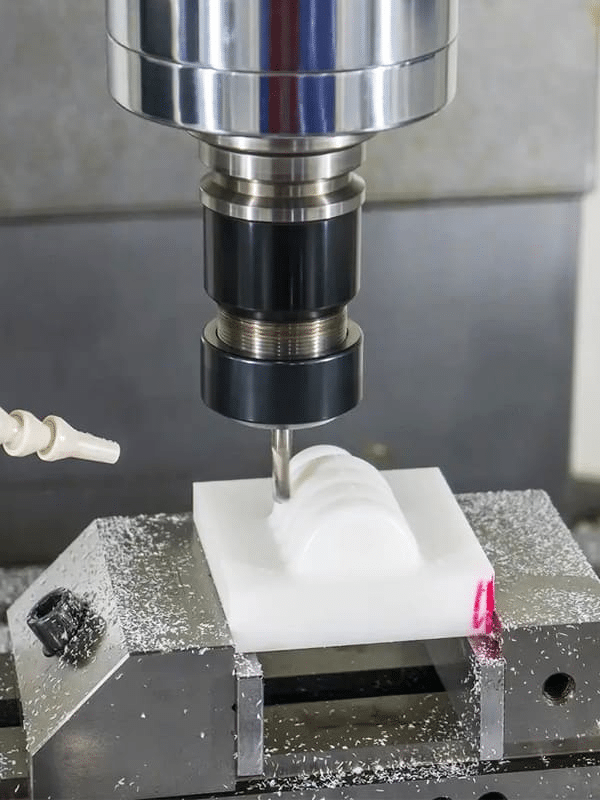
Thin-Wall Geometry and Cosmetic Risk Amplification
Cosmetics die castings, particularly those of thin-wall, are particularly unwelcoming to machine-induced stress or deformation heat since accumulated risks immediately damage the quality of surfaces.
Walls fewer than 1.5 -2.0 mm (typical of lighting bezels or luxury perfume packages) will bend under cutting forces, causing a chatter, waviness due to deflection, or localized generation of heat may induce a distortion of the grain structure, and uniformity of the final appearance of the finish. Vacuum fixturing is useful, but it is still possible to get bowing or twisting in a toolpath if poorly sequenced, which will be revealed when done.
The process is vicious: deformation induces disproportional stock scrape-off/scrape-off surfaces/an increased number of visual defects when beneath reflective finishes. The stores that lack specific experience in CNC machining thin-wall parts for die casting often underestimate how quickly thin sections turn small process variations into large appearance failures.
Cosmetic vs Structural Machining Requirements
Cosmetic parts requirements and structural ones are severed particularly within finishing strategy and acceptance logic.
Structural elements are designed to focus on dimensional accuracy and strength; cosmetic ones require aesthetic and tactile excellence through extensive and open spaces.
| Requirement | Structural Parts | Cosmetic Parts |
| Primary focus | Dimensional accuracy | Surface appearance |
| Tool wear tolerance | Moderate (replace at failure) | Very low (proactive replacement) |
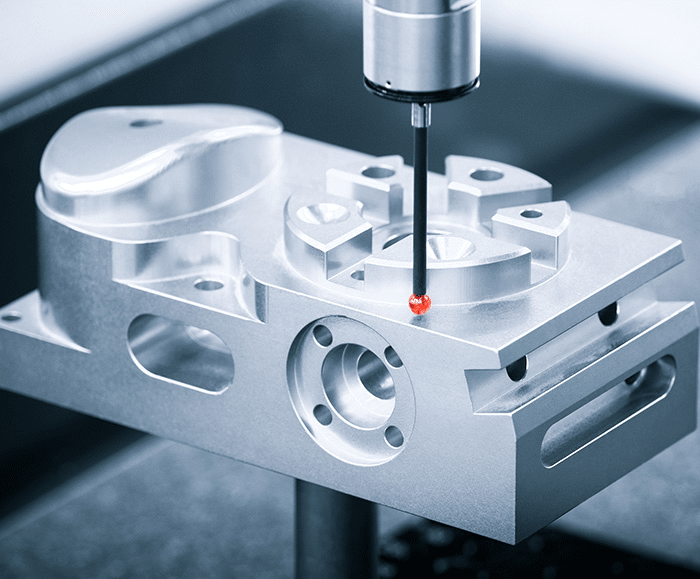
| Finishing passes | Minimal, functional only | Multiple light passes for uniform Ra |
| Inspection criteria | Measurement-based (CMM, gauges) | Visual + tactile + standardized lighting |
| Acceptance logic | Within tolerance band | Zero visible defects under agreed conditions |
For more on the contrast, see our discussion of machining requirements for structural parts for die casting.
Why Cosmetic CNC Machining Drives Cost and Risk
Appearance machines automatically add cost, risk, to the bottom line since scrap sensitivity is exponentially more.
A component in the frame may be able to withstand a reworking or a small imperfection; a cosmetic component may not be. There is very little rework window (to do much of that, you have to alter radii, wall thickness, or flatness) and 100 percent inspection by the human eye under controlled conditions, and it drives up the handling, fixturing and quality time. Even minor variation of the processes gives disproportionate rejections, pushing the per-part cost way out of what the printed numbers would normally indicate.
At the project level have been delayed project launches, added audits with suppliers, and contingency inventory buffers, which are directly related to decisions in upstream machining.
Common OEM Misjudgments About Cosmetic CNC Machining
OEM teams often do not value machining as an aspect of end part appearance because they consider cosmetic problems to be finishing problems, not root causes.
Misjudgments are common, and these are:
- Polishing or covering away defects (which many marks are too deep rooted)
- Prioritizing RFQs with the tolerances, and excluding the surface Ra targets, or visual standards.
- Excessive trust in final inspection to uncover the problems that ought to have been stopped earlier.
The assumptions produce gaps in risk awareness. The lower the downstream firefighting, the higher the machining strategy that has been aimed at in the first place, so as to express cosmetic intent.
How OEMs Should Evaluate CNC Capability for Cosmetic Parts
In cases where cosmetic looks are a critical requirement on the part of the mission, consider CNC partner on the basis of demonstrated actual cosmetic experience and not what the brochure asserts.
Key questions to ask:
- Are they able to demonstrate completed die-cast pieces of cosmetics/ decoration (photos in regular light)?
- Do they possess documented surface quality (Ra goals, aesthetic acceptance pulls, lighting guidelines)
- What about them in terms of process stability at volume (SPC of major surface measures, events like tool life)?
Find stores that make cosmetic work a stand-up approach with discrete fixturing plans, proactive tool policies and concerns about appearance; as opposed to an investment to ordinary production.
Conclusion — Cosmetic Quality Is Machined, Not Painted
In decorative and cosmetic die cast company items, visual quality is identified early on during CNC machining- not later on during finishing. Once chatter lines, tool marks, or waviness is caused by poor conditions during the cutting process or an ineffective strategy, no amount of after processing will consistently conceal it. Necessary first-pass process control with surface integrity assumes disciplined process control, which will result in true success. To OEMs and engineers, this needs to remind them that it should be said that it can be fixed later and that it should be machine it right the first time and that is where appearance critical projects are won or lost.