Zinc alloy die casting continues to be a preferred process when appearance and feel are important in hardware, cosmetic packaging, lighting apertures and phone cases and other consumer electronics. The material has high fluidity, low melting point and provides fine thin walls, sharp features and smoother surfaces after the casting which in many cases require minimal time processing.
However, a common misunderstanding among OEM purchasers and designers continues to be that the plating, polishing or coating can be counted upon to conceal or correct flaws in the surface created during casting. Stripping away, the vast majority of appearance problems are due to inconsistencies in die casting as such – such as variation in mold temperature, or variation in fill speed or variation in gate/vent configuration.
Stable casting conditions, controlled tolerances, and disciplined finishing processes – and not cosmetic correction – are factors in the consistency of zinc alloy die casting surface finish.
Even the best upstream casting with post-processing will not repeat: it will pitting under chrome, visible flow lines with thin plating, or a coating delamination with time. And it is due to this that the quality of the surface finish can be used as an excellent measure of the maturity of manufacturing at large.
Why Surface Finish Is a Manufacturing Quality Signal
Finishing on zinc alloy die castings surface finish is never merely about appearance, it is the direct measure of the healthiness of the whole system.
Graphical defects like flow marks, minor break out porosity, or cold shuts frequently provide indications of increased variability in the process: inconsistent die temperature, poor venting, and unstable injection settings. These are not single cosmetic dictaments; they indicate possible dimensional issues, mechanical defects or corrosion behaviour at prolonged usage.
Mass production This causes mass production to incur higher rejection rates at incoming inspection, assembly fit issues (ideally with mating parts), and damaged brand image when end-users become aware of batch-to-batch variations in the gloss, texture, or color uniformity. In any case, a small variation in reflectivity or in the tactile feel can lead to returns or negative reviews as far as consumer-facing products are concerned.
Manufacturer Capability Shapes Surface Finish Outcomes
The quality of finishing cannot rise above the standard of quality placed in casting–there can be no measure of polishing or plating to entirely offset a lack of good up, stream control.
Having a supplier where both the casting and finishing are housed in a single structure gives them a greater degree of control through the chain: moving the parameters of the shot in response to real-time surface measurements, or matching as-cast inspection data to the result of adhesion in plating. Fragmented supply chains (distinct casters and finishers) frequently can lose this closed-loop visibility, which leads to increased variability.
Working with a professional die casting manufacturing partner who manages both extremes of the process goes a long way in mitigating the appearance drift that occurs in the high-volume run.
Common Zinc Alloy Die Casting Surface Finish Standards

Standards offer a common language of making expectations but set minimum acceptable levels as opposed to assured results in every batch.
The following are some common names of the industry in zinc die cast parts:
| Standard / Reference | Typical Application | Notes |
| As-cast surface | Non visible areas, internal/functional parts. | Ra 1.632 3.2 8 typical; slight makers of flow lines and ejector marks tolerable. |
| Polished surface | Pre-plating preparation, decoration. | Ra ≤ 0.8–1.6 µm after buffing; removes minor defects but highlights porosity |
| Plated surface (Cr, Ni) | Cosmetic/consumer products (e.g., handles, bezels) | Requires excellent base casting; common stacks: Cu-Ni-Cr; adhesion failures common if porosity present |
| Powder coated surface | Outdoor or corrosion-resistant applications | Durable, uniform color; hides minor defects better than plating but needs good pretreatment |
Such categories (queuing NADCA guidelines or customer-specific AQLs) enable the establishment of achievable goals. Nevertheless, it all hinges on alloy selection (e.g. Zamak 3 vs. Zamak 5), geometry of the part, and part control- not on the finishing step.
How Casting Defects Affect Surface Finish Quality
Even after post-processing poor zinc alloy die casting surface finish has casting defects as the main cause.
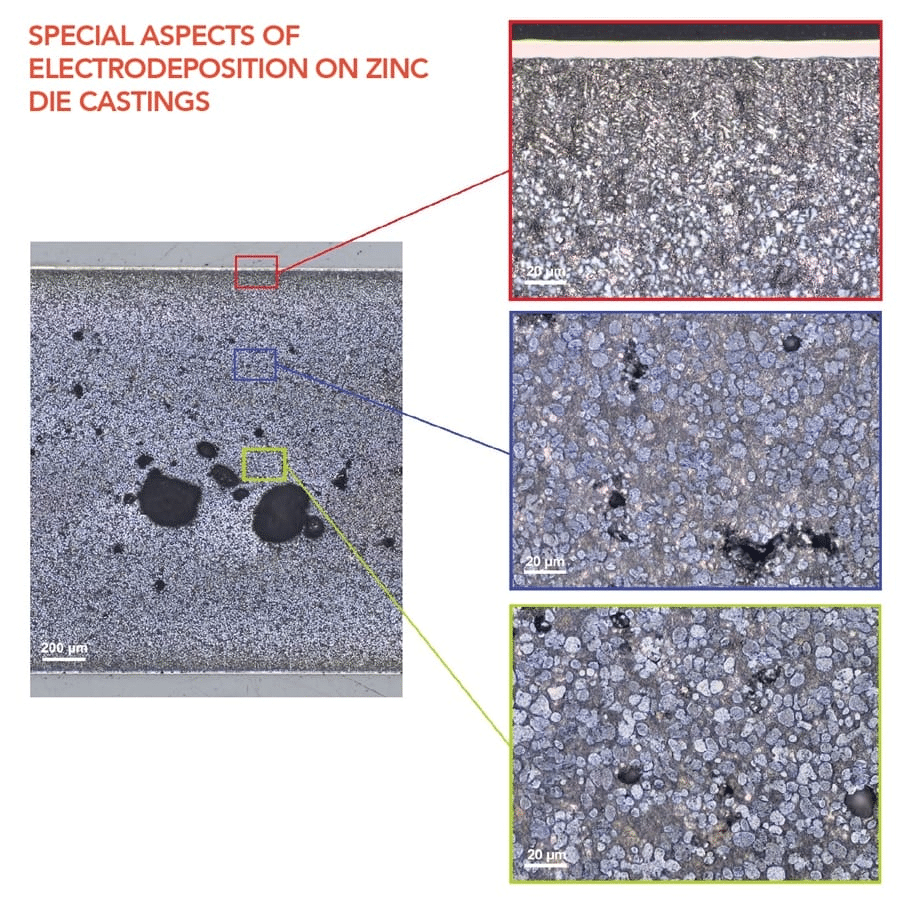
The surface-breaking porosity (gas or shrinkage) is what forms pitting or blistering during the plating. Flow marks are wavy lines or patterns that look like marbling that pass through thin coating telegraphically. Cold shuts are observable as observable discontinuities in the form of visible discontinuities or dark lines at the failure to fuse properly in the metal fronts – and they are frequently exacerbated in plating because of poor adhesion at the discontinuity.
Most of these behaviors are similar to those in aluminum casting, but due to the low melting point and superior fluidity of zinc, certain defects (such as cold shuts in thin sections) become geometry sensitive. To further understand associated prevention strategies, we have discussed the common defects in aluminum die casting.
Tolerance Control as the common defects in aluminum die casting.
Tolerance Control as a Prerequisite for Surface Consistency
Post-processing never makes the surface and never has quality, but only enhances what the casting is already giving.
To do this before polishing or plating, CNC machining may often be needed on key cosmetic faces to either remove ejector pin marks, gate marks, or flash. But, machining marks (tool lines, chatter) tend to have poor interaction with electroplating unless accompanied by further polishing- visible striations can be seen under chrome or nickel.
For practical examples of how this plays out in assembly, refer to our guide on tolerance requirements for die cast parts.
Role of Post-Processing in Achieving Final Appearance
It is necessary that proper sequencing (rough machining-stress relief- finish machining-polishing) be done. Further information about the implementation of this step can be found in our article related to the post die casting CNC machining process.
Quality Control Checkpoints for Zinc Die Casting Surface Finish
Multi-level inspection at various points helps to avoid the build-up of small changes further on down to the defects that can be observed at the end.
| Stage | Inspection Focus | Risk if Ignored |
| As-cast inspection | Visual check for flow marks, cold shuts, porosity breakout, flash | Early defects propagate to finishing rejection |
| Pre-finishing inspection | Surface roughness (Ra), flatness, defect mapping after trimming/polishing prep | Inconsistent base leads to plating/coating failure |
| Post-finishing inspection | Final appearance (gloss, color uniformity, adhesion test), salt spray if applicable | Customer returns, brand damage from batch variation |
Final inspection only encourages scrap and rework. Multi-stage inspection – multi-stage inspection, along with statistical process control of important parameters of key casting, maintain appearance within narrow tolerances during production cycles.
Conclusion — Surface Finish Quality Is Engineered, Not Decorated
Controlled casting, strict tolerances, and programmed finishing processes not visual correction deliver high-quality zinc alloy die casting surface finishes.Where the quality of surfaces is intermittent, nearly always the cause is instability in the upstream, and not the method used in finishing. With far fewer surprises in mass production, OEM teams that will screen the supplier based on process maturity and controlled by the integrated supplier in the first place rather than sample photos alone.