Most assemblies issues in die-cast parts do not occur due to defects of the product itself- they occur as a consequence of mismanaged tolerances. Components may fit on all dimensions to tolerance, but assemble unpredictably: ill-aligned brackets bond, housings need force, or fasteners will not crimp without vibration during torque-up.
The popular myth is that a narrower set of tolerances always fixes the fit problem. But in practice specs blindly tightened usually end up being counterproductive to assembly time and cost rather than increasing assembly performance, and uncontrolled or incompatible tolerances cause stack-up drift that accumulates through production lot.
Tolerance control in die casting provides predictability in assembly through matching the ability to cast, machining plan, and functionality demands. It has nothing to do with achieving drawing numbers in a vacuum, but with stability at system level making parts fit together in the same fashion each time, reducing the need to rework and disappointing parts at late stages.
Why Assembly Performance Depends on Tolerance Control
Tolerance control is an important factor contributing to assembly performance, much more so than part accuracy. One part may again comply with the linear tolerances of NADCA or ISO 8062, but when assembled with other parts cumulative variation (tolerance stack-up) can result in the successful operation of the system or necessitate shimming, force-fitting, or rejection.
Under multi-part assemblies such as automotive brackets that match roof racks or electronic housings which have finely generated interfaces, the issue of stability at the assembly level is the critical focus, and not the size of the parts. The stack-up happens in the combination of variation in positional, flatness and angularity: the maximum positive deviation of one part of the component is transferred to the negative deviation of another part, creating cumulative misalignment which falls well outside sensible clearance.
The cost implication escalates rapidly. Cases of poor fits result in time wastage in assembly, scrap, increment in torque check, and field failure due to vibration or leakage. Even 2-3 percent rework rate in high-volume production will result in high extra costs of lost capacity, shipment delays, and frayed margins.
Manufacturer Capability Determines Tolerance Reliability
True tolerability shows the overall discipline of the process by the manufacturer and not only the machine specifications. Constant tooling, predictable thermal control, repeatable shot-to-shot and strong inspection procedures all play a role in maintaining tolerances in thousands of cycles.
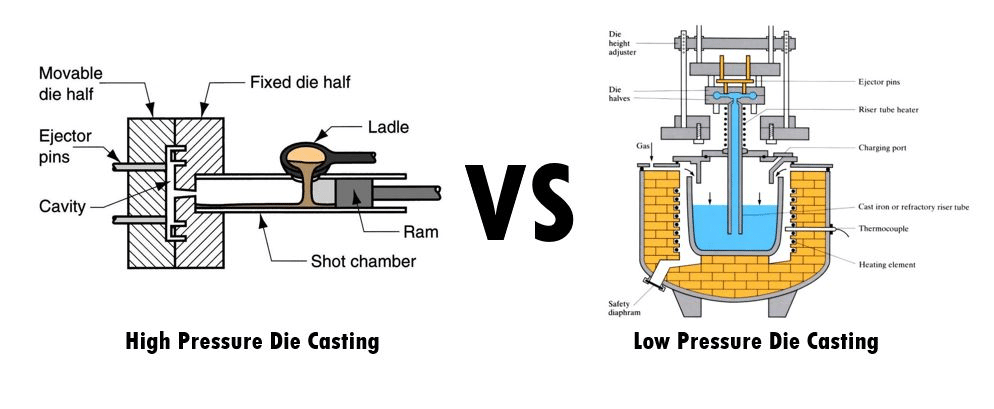
Die casting adds natural variables: shrinkage (typically 0.4 to 0.6 per cent of aluminum, a little less of zinc), die temperature variation, and movement at parting-lines. These are managed by an able partner by automated control, frequent die maintenance, and statistical process control- all make sure that castings are predictable, not lost with time.
And with the lack of that discipline tolerances lose their reliability and become probabilistic ones. Working with a professional die casting manufacturing partner and Spectrometers) the distinction between steady assembly and continuous fire-fighting will be made.
Nominal Tolerance vs Functional Tolerance in Die Casting
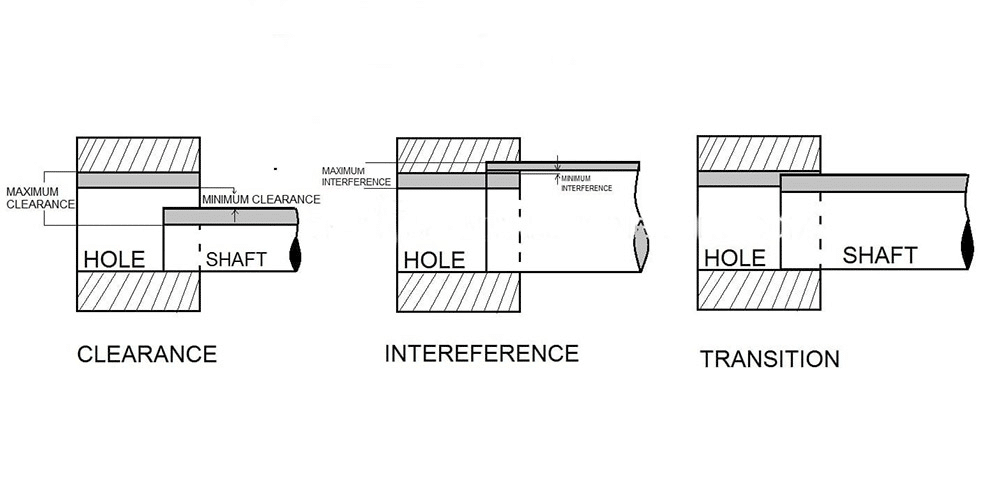
Nominal tolerances regard the components to meet a specific target in individual dimensions, whereas functional tolerances consider the performance aspect with regard to the features in the completed state- there is no interference or undue clearance of features that carry or receive load.
| Tolerance Type | Definition | Assembly Impact |
| Nominal tolerance | Permissible deviation from the ideal (drawing) dimension, often per NADCA/ISO standards (e.g., ±0.38 mm/25 mm for zinc linear features) | Ensures part-level conformance but ignores interactions; can pass inspection yet cause stack-up failures |
| Functional tolerance | Tolerance range defined by assembly requirements (e.g., positional GD&T relative to datums, flatness for sealing surfaces) | Directly supports predictable fit and function; guides process decisions to prioritize critical mating features |
The decisions should be based on functional tolerances. When a boss must know where to line up fasteners accurately, do not define positional tolerance as a linear tightening across the component, but define positional tolerance of functional datums. This solution will ensure that the non-critical areas are not over-specified whereas the assembly-important areas are safeguarded.
Role of CNC Machining in Assembly-Critical Features
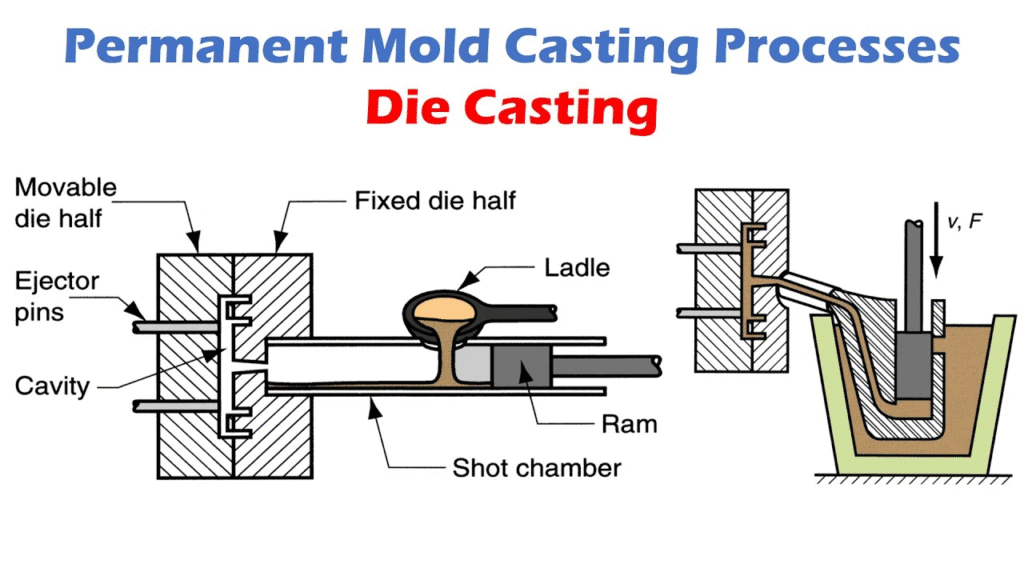
Numerous as-cast tolerances just cannot provide the accuracy required in creating tight fits in an assembly, i.e., in components such as bores, mounting faces or threaded interfaces. Using die casting alone is prone to fluctuating due to either shrinkage, warpage or die wear which will result in non-consistency during mating.
Those aspect features which are of importance to the assembly require CNC machining. In casting, post-casting operations trim to surfaces within a range of ±0.01 mm or even finer, some angle applied to drafts, and attain both geometric control (flatness, perpendicularity) that casting can hardly provide. This composite solution is based on the die casting near-net-shape efficiency and machining where accuracy is of the essence.
For a deeper look at balancing the two processes, see our guide on die casting vs CNC machining.
Integrated Manufacturing Reduces Assembly Variation
Fractured sourcing that has different vendors in casting and machining processes tend to cause a tolerance mismatch. A single supplier is optimized to produce the best casting yield, another to produce the best machining throughput, leading to a lack of consistent datum references, stock allowances or process drift which produces a magnified stack-up.
Independent processes, which are coordinated within an organization, do away with that gap. In cases where the casting and machining are performed on a single roof, the engineers coordinate the shrinkage compensation, the strategies to be used in the fixture, and the inspection datums. This incorporation reduces variability, reduces debug time and gives consistent assembling performance.
Explore more on the advantages in our article about integrated die casting and CNC machining.
Common Assembly Issues Caused by Poor Tolerance Control
The lack of tolerance control is characterized by repeatable issues of assembly, which increase with volume. The most common problems include a breakdown as follows:
| Assembly Issue | Root Cause | Production Impact |
| Misalignment | Excessive positional variation or stack-up | Binding during insertion, uneven load distribution |
| Excessive force required | Inadequate clearance from combined tolerances | Operator fatigue, tool damage, inconsistent torque-up |
| Fastener mismatch | Hole position/bore variation exceeding clearance | Cross-threading, stripped threads, rework loops |
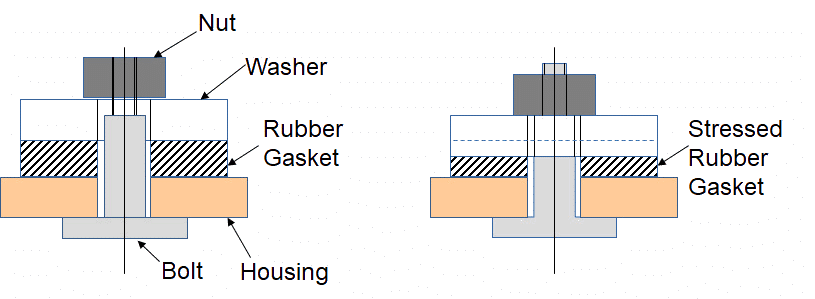
| Leakage or vibration | Flatness/parallelism issues on sealing faces | Field failures, warranty claims, reduced product life |
These rise in large lot quantities: 1 percent early defect on a single lot is reworked hundreds of units each week. Prevention is attained through effective GD&T and process co-ordination rather than closer numbers.
How OEMs Should Define Tolerance Requirements
Specs of tolerances must be always specified with reference to assembly. Characterize the desired features, with the GD&T with functional datum (e.g. primary datum on a mating face), assign clearances in a realistic way, and convey the stack-up expectations to the manufacturer.
Do not be too tolerant of non-critical dimensions – that bloats expenses unnecessarily. There is a risk of under-tolerance of problems. Most suitable drawings contain additional comments on functional priority, anticipated assembly condition (thermal expansion, load), and acceptance criteria based on performance and not disjointed measurements.
Partly by frequent communication throughout DFM reviews, incompatible matches are detected early enough, much cheaper than remedies once the product is produced.
Conclusion — Tolerance Control Is an Assembly Strategy
The use of tolerance control in die casting succeeds when it is used to facilitate assembly predictability requiring not merely tightness. By addressing practical results, integrating a casting and machining, as well as priorities on system stability instead of part specifications, OEMs decrease variability, minimize hidden expenses, and create more trustworthy products.
It is not about the tightest possible tolerances, but about the right ones and they should be used where they are needed, supported by disciplined manufacturing procedures that provide consistency run to run.