Zinc die casting in appliance, industrial automotive uses is not chosen based on cost alone but instead due to its capability to provide dimensional stability, consistent quality and reliability in terms of large volume production. Automotive requirements — particularly in IATF 16949 — are much more stringent than in the general industrial application. Most engineers think zinc die casting is restricted to cosmetic or non structural trim, but the fact is it has a number of applications as functional and parts that require safety to work reliably through the 10-15-year program without variation in a vehicle.
Automotive OEMs and Tier 1 suppliers select zinc due to combined tight as-cast tolerances, very good repeatability and reliable mechanical performance outweighing the increased density of the material over aluminum. In the experience with numerous APQP introductions, our experience reflects the true value in terms of lower rework on PPAP, more consistent CPK values across millions of shots, and cut-down field field workplace returns (e.g. assigning dimensional drift to fatigue).
For manufacturers seeking precision zinc die casting parts manufacturing, partnering with a supplier experienced in automotive-grade control is essential to meet these demands consistently.
Why Zinc Die Casting Is Widely Used in Automotive Applications
Auto programs require parts which can be manufactured in 500,000 to a few million units per year keeping the process capability (CPK ≥ 1.67) the same throughout the lifetime of manufacturing.
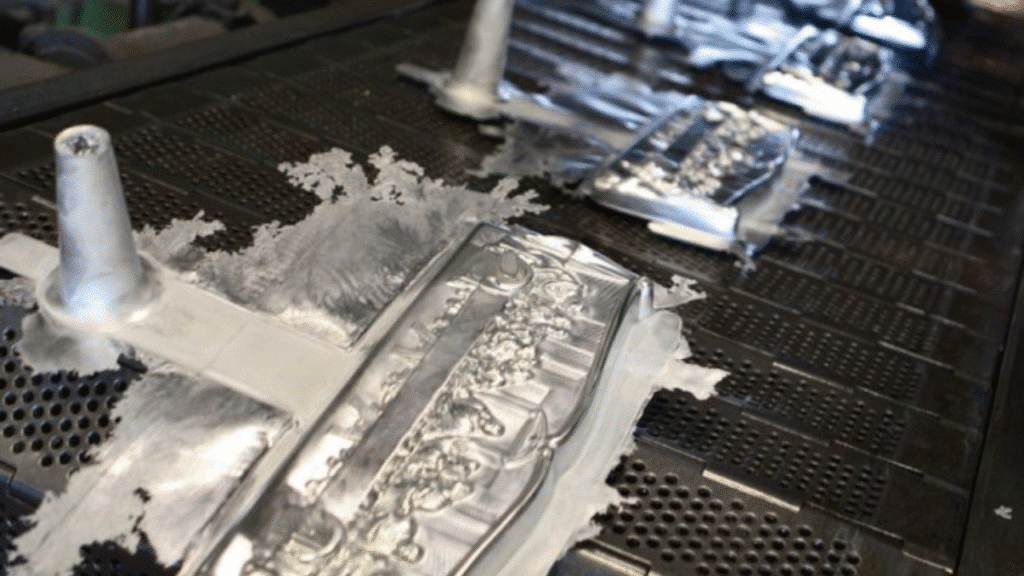
Zinc die casting is a solution to these requirements with outstanding fluidity (thin walls as low as ~0.8 mm), low porosity in sensitive parts, and low levels of shrinkage variation. This is the same as long-run stable geometry, less secondary machining, and predictable operation in high-vibration or high-temperature conditions such as under-hood and chassis applications.
| Automotive Requirement | Why It Matters | Zinc Die Casting Advantage |
| High annual volumes (500k+) | Amortizes tooling; requires process stability | Long die life (often 1M+ shots); minimal variation |
| Tight dimensional repeatability | Critical for assembly fit and function | As-cast tolerances as low as ±0.05 mm possible |
| Consistent mechanical properties | Fatigue and impact resistance over vehicle life | High ductility and impact strength (Zamak 5 ~330 MPa tensile) |
| Minimal secondary operations | Reduces cost and lead time in high-volume SOP | Net-shape capability for complex geometries |
| Compliance with IATF 16949 | PPAP, control plans, and traceability mandatory | Supports robust SPC and zero-defect targets |
Typical Automotive Parts Made by Zinc Die Casting
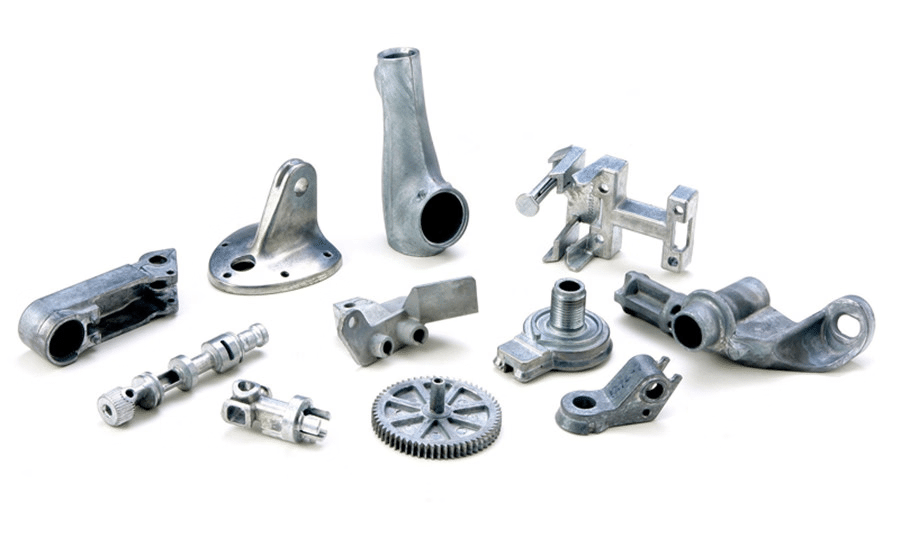
Practically, zinc die casting lacks lustre with smaller-to-median functional parts when accuracy, repeatability, and part cost are of more importance than maximum weight reduction.
Wide-ranging examples are brackets and mounts that hold modules, housings that may enclose delicate electronics or mechanisms, functional hardware (such as latches and gears) and interior control components that undergo repeated actuation.
| Part Category | Typical Function | Why Zinc Is Suitable |
| Brackets and mounts | Steering column supports, sensor brackets, engine mounts | High stiffness, excellent thread integrity, vibration resistance |
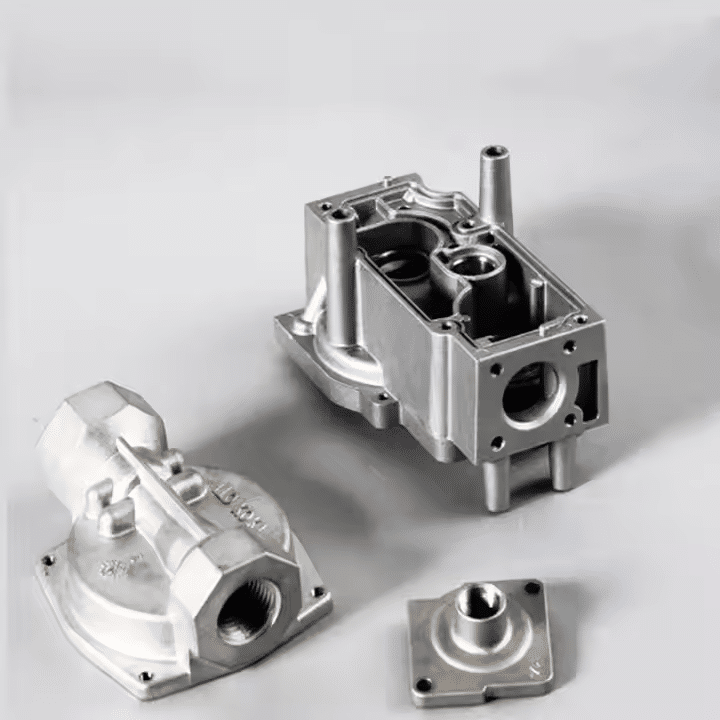
| Housings and enclosures | Door lock mechanisms, ECU covers, fuel system housings | Tight tolerances for sealing, EMI shielding potential, net-shape complexity |
| Functional hardware | Seat belt retractor gears, pawls, latch components | Superior wear resistance and fatigue life under cyclic loading |
| Interior and control components | Window regulator gears, switch housings, pedal linkages | Smooth as-cast surfaces, repeatable actuation feel, aesthetic plating compatibility |
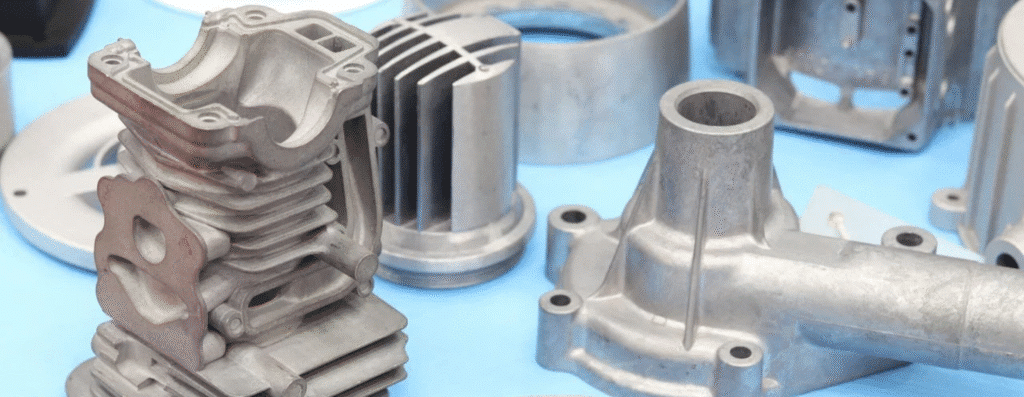
These sections frequently take advantage of the capacity of zinc to bear features, such as finely cut ribs, precise bosses and machine-free threads.
Mechanical and Functional Requirements for Automotive Zinc Parts
The impervious zinc die cast part has to provide reliable strength, hardness, and longevity under natural clockwork, crash, vibration, thermal cycling and exposure to the corrosion.
Engineers require tensile strengths of 280330 Mpa (Zamak 3/5), good elongation to absorb impact energies and not to creep under continued loads (e.g. under-hood heat). Wear and friction are essential to the movement of components such as gears or latches; natural lubricity and hardness of zinc are useful in this respect, although correct alloy choice (usually Zamak 5 with additional copper) will play a vital role.
Thread-forming and fastening performance should be able to sustain strands of high clamp loads without stripping – zinc is good because it has a high degree of ductility and a low level of porosity in boss areas.
Dimensional Accuracy and Tolerance Expectations in Automotive Projects
In automotive assemblies, tight tolerances cannot be negotiated since minimal variations in stack-up can lead to either NVH or binding or warranties.
Zinc die casting is commonly used with linear tolerances of ±0.1% (with process control), and has been regularly used with a tolerance of ±0.05-0.075 mm on features with a diameter of 50 mm or less. This as cast precision minimizes or eliminates machining, maintaining flatness and positional relationships important when assembling the bracket to stamped or extruded parts.
During PPAP phases, we generally aim at the capability studies where Cpk values are above 1.33 on critical dimensions, and a continual SPC is taken to ensure that any long term drift due to wear conditions of dies are caught.
Zinc Die Casting Compared to Alternative Processes in Automotive Use
Where net-shape complexity, high volume, and repeatability are all values in automotive that can be achieved through zinc die casting compared to machining of bar stock or a metal injection molding (MIM).
Machining is also accurate but very costly with scale and loses material, MIM is best in ultra-small but is unsuitable in large areas or hard requirements. Zinc prevails on medium sized functional components that needed fine walls, built in features, and properties that were not overly dependent on post processing.
For a deeper look at process selection, see our guide on zinc die casting compared to metal injection molding.
Automotive Design and DFM Considerations for Zinc Die Casting
The first step toward automotive reliability begins with design: sharp edges lead to the formation of stress risers, uniformity of the wall thickness helps prevent porosity, drafting to allow ejection without deformity.
Delay of SOP by several months SOP can be delayed by late DFM changes occurring when trials occur in tooling; these can be early Sink marks on cosmetic finishes or inadequate ribbing to provide rigidity. To ensure fill and integrity in safety-critical areas in the automotive programs, conservative fillet radii and gating simulation is required.
Follow proven best practices with our DFM guidelines for zinc die casting.
Production Volume, Tooling, and Program Stability
Automotive programs usually operate 8-15 years with very few engineering revisions, therefore, tooling must not tolerably lose tool control control due to billions of cycles.
Compared to cold-chamber operations, hot-chamber zinc machines (usually used in Zamak) are fast and have long die life. One of the greatest strengths is in-house tooling capability – it reduces the duration of iterations, manages maintenance, and allows stabilization of ramp-up to full SOP volumes.
Explore more on how in-house tooling reduces lead time in zinc die casting.
Common Mistakes When Using Zinc Die Casting in Automotive Projects
The greatest mistake is that automotive zinc components are treated as either consumer hardware – long-term creep is not considered, either use of generic tolerances is believed to pass PPAP, or deferral of DFM until tool release.
Others are under-specification of alloy grade (ex: using Zamak 3 instead of Zamak 5 creep resistance), failure to consider thermal expansion with multi-material assemblies, or failure to do capability studies on critical features.
Conclusion — Why Automotive Zinc Die Casting Is About Stability, Not Short-Term Cost
Risk mitigation and program stability are the final choices in the automotive world. Zinc die casting provides the repeatability, dimensional and mechanical consistency required of the functional components that need to last with the service life of the vehicle – not just match the drawing.
It is also among the surest options in the bracket, housings, and safety hardware as volumes make sense and requirements are consistent with those of zinc. It is the automotive approach that will be challenging: early DFM, alloy choice driven by actual loads, suppliers who will breathe IATF specifications day by day.