Most OEM organizations continue to pursue the best unit price quoted in cases of sourcing zinc alloy die cast parts. The conceit of that style is mostly counterproductive. The price of the zinc alloy die cast is not based on the price of the part only; it is the combination of tooling strategy, volume of production, and choice of material.
In doing this, attention is given to per-piece quotes and not to the amortization of upfront investments, the economy of scale, and the sensitivity of alloy choice to performance and unseen costs. Seasoned sourcing managers understand the reality that lifecycle thinking, i.e. calculating the maintenance of tools, the yield ratio, the additional operations, the longterm reliability gives much more realistic budgeting. Any of these misjudged and what appeared to be a bargain, on the surface, will turn into budget overruns or quality problems in the future.
To get a more in-depth understanding of credible producing organizations, see our overview of OEM zinc alloy die casting solutions.
Tooling Cost — The Foundation of Zinc Die Casting Economics
The whole idea of tooling is not merely an initial cost, but it represents the one cost factor that will populate the difference between an economical and an unprofitable zinc die casting project.
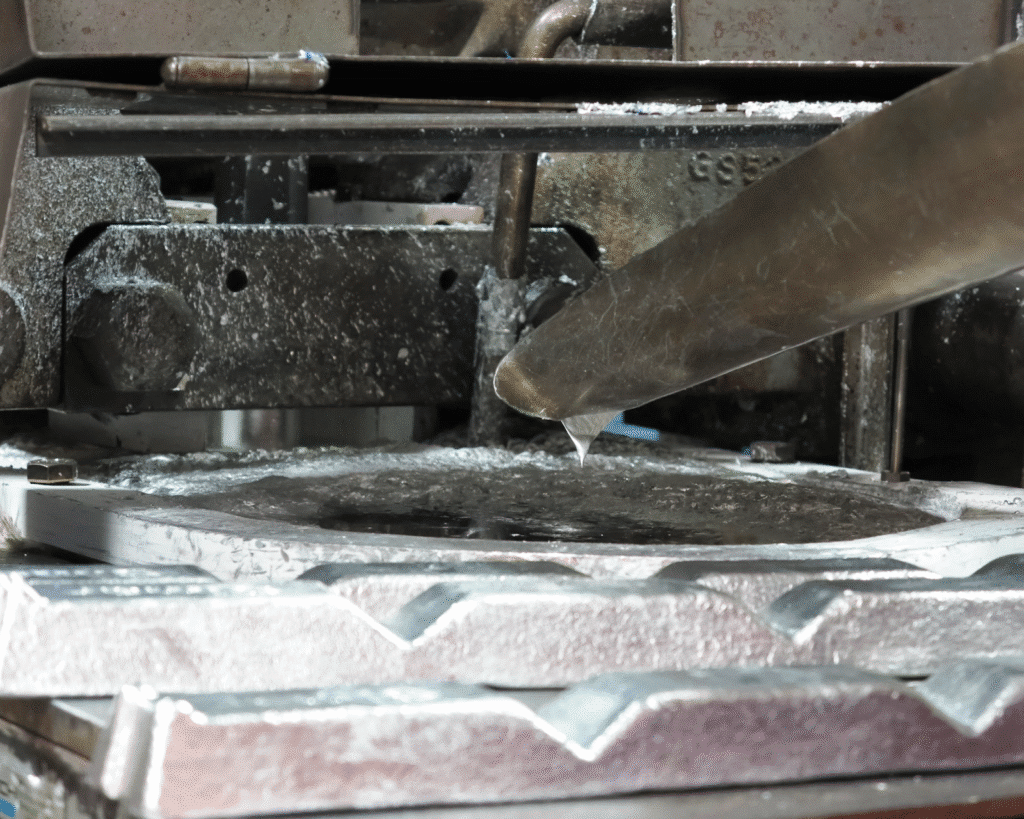
In zinc alloy die casting, dies (molds) are exposed to intense pressures and hasty cycles in the hot-chamber machines. An adequately designed tool of fine tool steel can supply a million+ shots under optimum conditions of maintenance, and such a tool gives that initial cost a gigantic payoff in a massive production run. However, bad design or poor grade of materials will cause early wear, flash or cracking, which will require expensive repairs or complete replacement.
The complexity of design is more of a motivator of tooling cost than any other factor. Multi-slide dies used in undercuts or tight tolerance or thin wall machining reduce machine time in tool construction and complicate service. There are simple two-plate dies which are less expensive and are not as restricting in geometries. DFM intervention has the promise of reducing the tooling cost by 20-30 percent at an early stage by reducing features without compromising the functioning.
In zinc, tool life tends to be excellent, 5x longer than in aluminum because of the reduced melt temperatures and reduced thermal shock, but disregard of maintenance schedules still adds to the long-term cost of zinc.
The following is a quick list of tooling factors:
| Tooling Factor | Cost Impact | Long-Term Risk if Ignored |
| Die complexity (slides, cores) | High (increases build & maintenance) | Frequent downtime, flash, dimensional drift |
| Tool steel quality | Medium–High | Premature wear, cracking, short tool life |
| Surface treatments/coatings | Medium | Soldering, erosion, higher rejection rates |
| Cavity count | High at low volume, low at high volume | Slow amortization, uncompetitive unit cost |
| Maintenance schedule | Low direct, high indirect | Unplanned repairs, production halts |
For projects where speed and control matter, how in-house tooling reduces lead time in zinc die casting often proves decisive.
Production Volume and Cost Amortization
This volume of production converts the fixed tooling costs into a line item, which continues to decline as the number of amortized runs increases per part run – the greater the number of parts that are run, the larger the reduction in amortized tooling costs.
At low volumes (less than 5,00010,000 pieces a year) tooling can consume up to 40-60 percent of the total project costs. An amortised die cost of $ 30,000 on 5,000 components only contributes 6.00 per part, which can be several times larger than the cost of materials and manufacturing. Scale to 100,000+ units and the same tooling then becomes as low as 0.30 per part, thus, zinc die casting becomes very competitive.
The break-even volumes depend on the size and complexity of the part, although the short cycle times of zinc (low melting point -380-420C) and its great fluidity can be used to ensure costs are stable in the mid-to-high volume range. Projects below approximately 20,00050,000 pieces favor such alternatives as CNC machining or investment casting in overall economic considerations.
| Annual Volume | Unit Cost Trend | Best-Fit Scenario |
| < 5,000 | Very high (tooling dominates) | Prototyping or low-volume custom parts |
| 5,000–50,000 | Moderate decline | Mid-volume OEM components, brackets, housings |
| 50,000–250,000 | Strong economies | Automotive trim, electronics enclosures |
| > 250,000 | Minimal per-part tooling impact | High-volume consumer goods, decorative hardware |
Material Selection and Its Cost Implications
Zinc die casting alloy selection is a tradeoff between the initial material cost and downstream performance, ease of processing and potential over-specification costs.
The common zinc alloys (Zamak 3, Zamak 5, ZA-8, ZA-12, ZA-27) vary in terms of copper/aluminum content and this influences the strength, hardness, fluidity, and cost. Widest used is Zamak 3 good castability at a low price. Copper-based alloys with higher copper content such as Zamak 5 are stronger at the expense of an increase in the cost of the raw material by 5 to 10 percent and slight decrease in fluidity.
Zinc alloys tend to be less expensive by weight, per kilogram compared to aluminum though it has a greater weight density and therefore larger parts per volume. On overall material expenditure, zinc usually prevails in thin-walled designs. The overspecification (e.g. ZA-27 to a non-structural component that only requires basic corrosion resistance) is an unfavorable waste of money.
Zinc is not as much affected by market fluctuation as certain metals, but astute OEMs lock in prices or hedge against long programs.

Secondary Operations and Hidden Cost Drivers
The zincest best part will still leave unwanted costs should there be unexpected extra operations unless these were expected in advance.
Many features are commonly left out of machining because of tight as-cast tolerances (±0.001 -0.002 in/in typical) of zinc. However, critical bores, threads, or flatness can still command CNC machining of zinc die cast components- at a cost mark up of $0.50- $3 & more each part depending on complexity.
There is also finishing (vibratory tumbling, plating, powder coating) and assembly and custom packaging.
Review zinc die casting assembly services early to quantify these.
Zinc Die Casting Cost Compared With Other Manufacturing Options
Zinc Die Casting Compared to other manufacture options Cost.
Small to medium-sized parts are frequently under casted in zinc die casting rather than in aluminum die casting due to a longer tool life, shorter zinc cycle durations and reduced energy consumption.
Aluminum needs cold-chamber equipment and high temperature of melt, it wears dies faster, and increases the energy expenses. Zinc is often used to provide overall cost advantage at the 1-2 kg component size, where as-cast finish and accuracy cut on secondary work.
Zinc performs excellently at mid high volumes over CNC machining or metal injection molding (MIM). Machining consumes 50-70% of material and requires more time to machine per part;
Compare options in our guides: zinc vs aluminum die casting for OEMs and zinc die casting vs machining or MIM.
How Design Decisions Lock in or Reduce Cost
Misguided initial design decisions may commit 20 to 50 percent higher costs in the form of complicated tooling, low productivity, or unnecessary secondary operations.
DFM checks such problems as underdrawn (target 1-3 deg), sharp corners (introduce radians), and unevenness of the wall thickness (>20 per cent). The tight tolerances on non critical features lead to an increase in tool cost and scrapping. The deep ribs or undercuts are features that provide slides and maintenance.
Follow proven principles—see our DFM guidelines for zinc die casting.
Cost Sensitivity in Automotive and Regulated Applications
Automobile programs require a strict cost management with IATF 16949 of quality and PPAP specification.
Orders of high volume are predictable, and zinc is used to manufacture brackets, housings, and decorative trim which amortization works well. However, rigorous tolerances, corrosion orlevel of crash could drive alloy choice to a higher level (ZA series), increasing material expenditure.
Volume forecasts must be reliable—sudden drops leave tooling under-amortized. Balance cost vs. risk carefully. Explore typical uses in zinc die casting for automotive components.
Common OEM Cost Estimation Mistakes in Zinc Die Casting
An experienced sourcing team continues to commit the same errors that swell the budgets:
- Consideration of quotes out of the context of tooling- when amortization is overlooked the appearance of a false saving.
- It is an assumption of linear scaling, that low-volume quotes do not indicate high-volume economics.
- Mistakes in estimating of non-primary operations CNC, finishing, assembly, etc. shocks, 2040% add.
- Precision alloy or precision tolerance- Unnecessary performance.
- Too big to skip DFM The cost of changing tools design grows exponentially.
Conclusion — Cost Control Starts With the Right Manufacturing Strategy
The proper management of costs in zinc alloy die casting should start with the lifecycle thinking rather than unit-price hunting. Introduce tooling gurus and manufacturing engineers into the early phases of design so they can coordinate design, volume predictions, and alloy decisions.
Projects that have real production economics indicated by amortization realities, process capabilities and hidden drivers remain on budget and provide dependable parts. Strategy not cutting corners results in the best results.