The tooling in zinc die casting is actually not another project input, it is the critical path that determines everything further. The whole operation is dependent on the manner the tool is prepared: the position of a gate and vents, the cooling plan, the ejection style, the thermal cycling and metal movement capacity. With no solid tool, the finest alloy and machine settings will produce unreliable fills, flash or size drift.
Outsourced tooling continues to fail most of the OEMs on the presumption that it reduces initial expenses. As a matter of fact, diving tooling and casting frequently result in latent friction of mis-aligned expectations in design reviews, sluggish reaction to trial criticism, and repetitive re-shipping phases to correct tooling mistakes. These reduce the timelines (in some cases months), and overestimate overall expenditure on additional trials, scrap, and expedited freight.
The in-house tooling in a zinc die casting project reduces lead time and the overall cost by removing cross-vendor delays, design mis-alignment and iterative rework phases. In cases where the same team is in charge of both mold fabrication and production casting, the loops of feedback become so small. The change occurs in days, and the tuning of the processes is initiated using real data of real shots; not the theoretical models.
To the companies making supplier assessments, this complete ability usually trumps and beats the cheapest quoted tooling cost. It provides predictability in NPI ramp-up and cushions margins at volume scale.
If you’re sourcing professional zinc die casting services in China, look beyond machine tonnage—ask how tooling and casting interact under one roof.
Why Tooling Is the Critical Path in Zinc Die Casting Projects
The role of tooling preparedness is a determinant of the project velocity than any other single factor in zinc die castings.
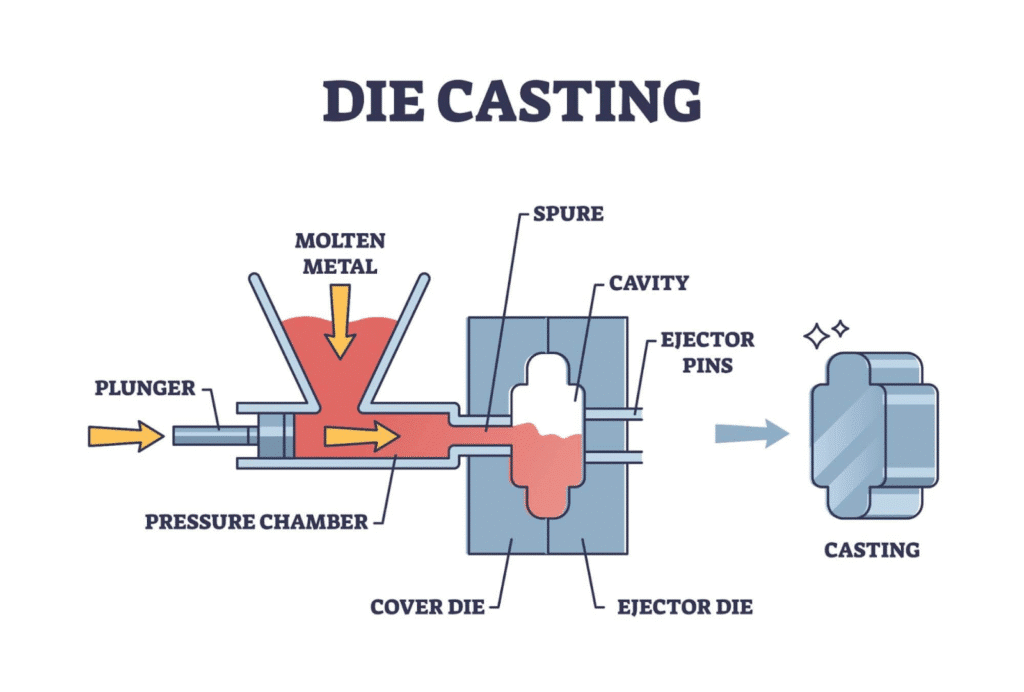
The low melting temperature of zinc (c. 380420 o C) and superior fluidity would mean quicker cycles and thinner walls, but the same fluidity also exaggerates the effects of poor gating, venting, or cooling. One screw misalignment in the design of runners may result in cold shut or porosity that may not be discovered before secondary machining. New trials are then pushed in with tool corrections as a force to reassign the sampling dates and postpone the submission of PPAP.
Delays are contagious in this case: engineering waits until engineering has a validation, the purchaser orders at a slow pace, and assembly lines wait until components are received. In my experience, a tooling-related delay incurs 3050 percent of the total delay in the schedule, in outsourced models.
| Project Stage | Tooling Dependency | Delay Impact if Tooling Lags |
| DFM & Mold Design Review | High – Gate/vent/cooling layout finalized | 2–4 weeks added to initial design freeze |
| First Tool Trial (T1) | Critical – First shots validate fill | 3–6 weeks per major correction cycle |
| Process Tuning & Debugging | Very High – Adjustments based on real data | 1–3 weeks per iteration if vendor loop slow |
| PPAP & Production Ramp | High – Stable tool = repeatable dimensions | 4–8 weeks lost if rework needed post-PPAP |
| Volume Production | Medium – Maintenance affects uptime | Downtime from wear or flash issues |
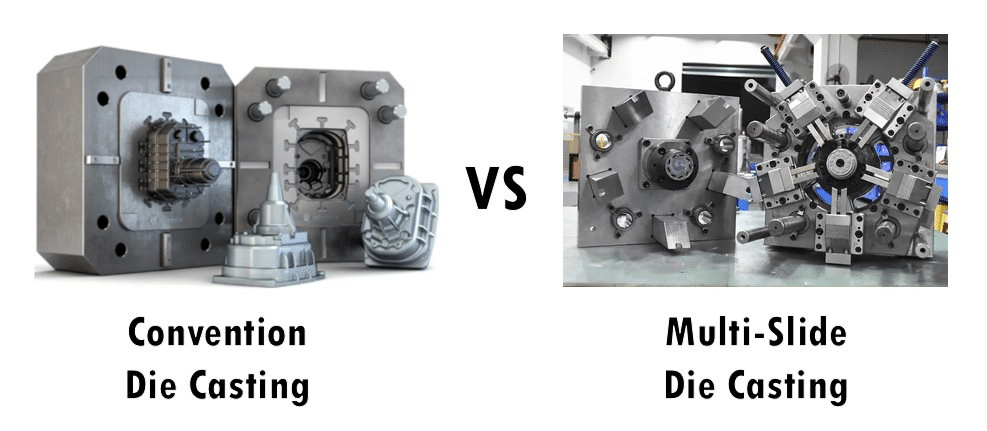
Outsourced Tooling vs In-House Tooling — System Comparison
The actual variance between outsourced and in-house tooling is found in system level linkages, rather than in individual lines of cost.
In cases where tooling is located at another shop, all change requests pass through email trails, translation layers (offshoring) and priority queues. The minor vent adjuster may be holding back until some of the clients with urgent work get their jobs done. Responsibility is spread: the toolmaker is associated with fault on the parameter of casting, whereas the caster is associated with tool steel or design.
Those handoffs are eliminated through in-house. The tooling engineers walk to the casting floor, view on the shots live, pull parts to be checked on CMM instantly, and adjust inserts the same day. The closed loop is capable of saving weeks of iteration to days and the risk of miscommunication is minimized.
| Factor | Outsourced Tooling | In-House Tooling | OEM Impact |
| Design Iteration Speed | 2–4 weeks per loop (shipping + queue) | 1–5 days (on-site adjustments) | Faster NPI, earlier market entry |
| Communication Loops | Multiple vendors + time zones | Single team, daily stand-ups | Fewer misunderstandings, lower rework |
| Accountability | Split between toolmaker and caster | Unified ownership | Clear root-cause ownership, quicker fixes |
| Trial Feedback Turnaround | Delayed by logistics | Real-time data to toolroom | Reduced trial shots, less scrap |
| Change Implementation | Formal PO/approval cycles | Internal priority | Lower administrative overhead |
How In-House Tooling Accelerates Design Iteration and Debugging
In house tooling transforms a sequential bottleneck in the debugging process into a fast information-driven dialogue.
In T1 trials, gate freeze-off, vent burning or ejector pin flash is common in zinc parts. Outsourced arrangements necessitate an export of the sample abroad, waiting to be examined, suggestions of remedies, and the exportation of the tool to be welded or EDM. Every loop will create freight expenses and 3-6 weeks.
Under in-house control, porosity is measured in-situ (X-ray or sectioning) by the engineers, overflows or cooling lines are manipulated and re-shot within hours or days. This makes the debug stage much smaller – I have witnessed projects that went through T1 to T3 approval within less than three weeks rather than three months.
Faster cycles will result in fewer cumulative shots that go to waste on wrong arrangements, and tool steel life is maintained as well as budgets are saved.
Impact of In-House Tooling on Dimensional Accuracy and Inspection
A true closed-loop system is obtained when corrections on tools are made using actual measurement data.
Zinc die casting has very high tolerances (typically within the range of -0.02 -0.05 mm on features), yet shrinkage is dependent on wall thickness, cooling rate, and alloy (Zamak 3 vs ZA-8). With in-house teams, the CMM data is sent back to the tool file right after ejection and cavity dimensions or slide timing can be altered prior to the next run.
This reduces stack-up errors and eliminates the necessity of machining post-correction allowances. To be more precise, see our guide to CMM inspection for zinc die casting parts.
Tooling Control and Surface Finishing Consistency
The design of the gate and vent may affect surface quality in zinc die casting directly as incorrect locations will result in flow marks, cold shuts around cosmetic areas, or burning that destroys the plating bond.
In-house tooling will also allow the same engineers that design the gates to control the casting trials and surface preparations. The condition of tools (degree of polish, wear on coating) does not change, so the effect of powder coating or plating will be predictable each time.
Learn more about options in our articles on plating and coating for zinc die casting and zinc die casting corrosion resistance improvement.
In-House Tooling and Secondary Operations Integration
Machining allowances are built right into the mold (additional stock on bosses or datum faces) and the assembly datums are taken into account in laying out the cavity. This decreases CNC set up time and scrap due to recalcitrant features.
In the case of projects that require a post-casting work, see CNC machining of zinc die casting parts and zinc die casting assembly services.
Cost Structure — Why In-House Tooling Lowers Total Project Cost
The tooling cost is just 1020 of overall project cost- losses, scrapes and quality escapes consume the others.
There is the removal of vendor marks-up on innovations, trial delivery (usually 2000-5000 round trip), and weeks of ramp-up saved in-house. Few loops imply less scrap and overtime during launch.
| Cost Element | Outsourced Tooling | In-House Tooling |
| Initial Tooling | Lower quoted price | Slightly higher, but offset downstream |
| Modification Rounds | High (freight + vendor fees) | Low (on-site, internal labor) |
| Trial & Debug Cycles | 4–8+ loops common | 2–4 loops typical |
| Scrap & Rework | Higher due to delayed feedback | Lower, real-time adjustments |
| Ramp-Up Time | Extended (logistics delays) | Shorter, predictable |
| Total Project Cost | Often 15–35% higher over lifecycle | Lower TCO through risk reduction |
When In-House Tooling Makes Zinc Die Casting the Better Choice
Standard practice is where in-house tooling is most effective through its tight integration i.e. where there are complex geometries or cosmetic surfaces or a secondary operation.
Smaller adjustments receive greater payoff than in aluminum die casting since small adjustments in zinc tend to produce large payoffs than in aluminum due to longer tool life (commonly 1M + shots) and shorter cycles. Compared to CNC machining or MIM, zinc has been faster and less expensive in the middle to high volumes, though only when it is backed up with net-shape potential tooling.
For guidance, review zinc vs aluminum die casting for OEMs and when to choose zinc die casting over CNC machining.
Conclusion — Tooling Control Defines Project Control
The success of zinc die casting at the system level is determined by the tightness of the looping of tooling, process and quality. The importance of in-house tooling does not lie in having an additional ability, but eliminating friction points that dilute predictability and bloat risk.
OEMs with emphasis on integrated tooling enjoy a more consistent time schedule, reduced surprises through ramp calculations and more protection against margin as volume rises. In a world where NPI windows continue to be reduced, such level of control is not a nice to have, but the difference between the programs launched and those that do not.