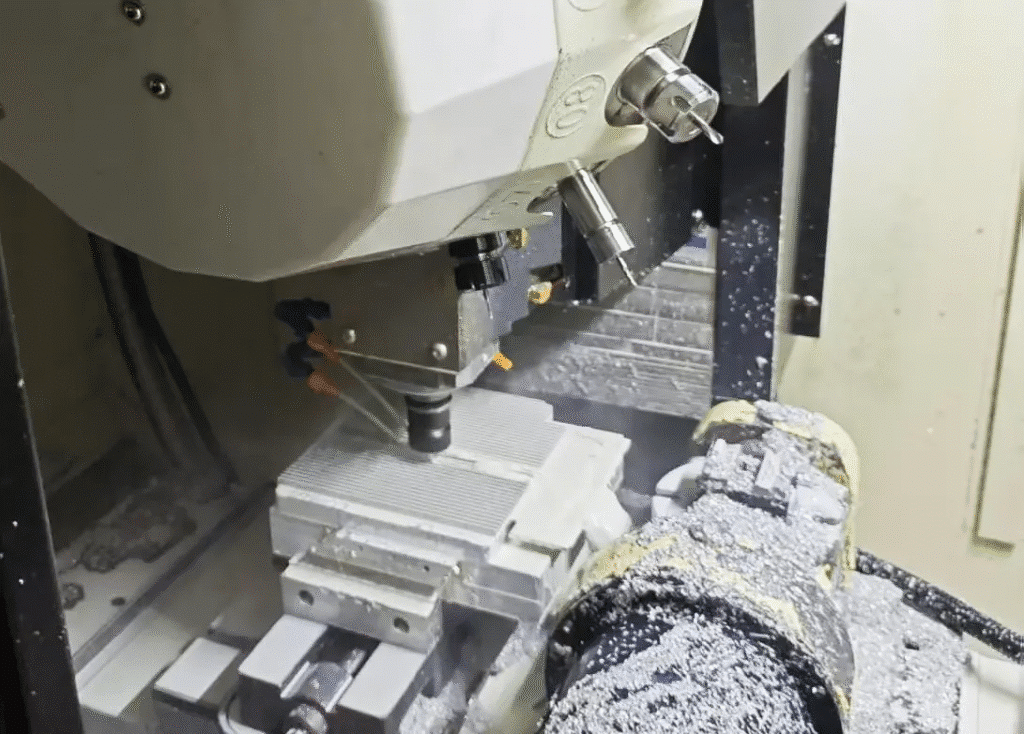
Structural flexibility in CNC machining of die cast parts with thin-wall walls magnifies all the machining variables posing risk in accuracy, cost, and delivery. Most teams tend to believe that such problems are a result of the lack of tolerances or the lack of inspection procedures. The fact is much more basic: the issues are structural and process-based. Limits of CNC machining systems are revealed in thin-wall die cast parts such as a housing, bracket, or cover that has its walls less than 23 mm thick, where even minor anomalies in the process can cause out-of-proportion changes to quality and cost.
The usual CNC methods used in materials with greater rigidity and mass often do not work well in this situation since the work part lacks the stiffness to withstand cutting forces, clamp pressure, and heat effects without excessive deflection. What looks like an easy post-casting machining stage, can easily turn out to be a big scrap, rework and delayed shipment.
Why Thin-Wall Die Cast Parts Are Structurally Vulnerable
Die cast parts with thin walls are also prone to failure since their low stiffness-to-force ratio makes a normal machining process a high-risk process.
Die casting is most effective at making thin wall, complex geometries that are lightweight to conserve material and weight like automotive brackets, electronic cases and lighting parts. However, when such parts get to the CNC level, the very thin walls that are advantageous to the end-use become major constraints. Bulk rigidity (the mass of a part opposing the overall movement) might appear sufficient, but local flexibility is the real rule: a thin section is easily bent by even a moderate cutting pressure.
Even before the spindle is started, the part may be distorted by the simple application of clamping forces. With cutting forces of 200-800 N, generally depending on tool engagement, compounding the problem, elastic deflection occurs which is varied over the geometry. Thin walls are used to pass forces over unsupported spans in contrast to thicker parts which absorb forces internally resulting in immediate and typically uneven deformation.
This weakness cannot be addressed with a part redesign by improving inspection; it is inherent in the physics of the piece. In our experience working with hundreds of thin-wall aluminum die castings, we’ve seen that high-precision CNC manufacturing cannot be compromised once wall thickness falls below definite limits–usually about 2.5 mm or smaller, depending upon alloy and length of span.
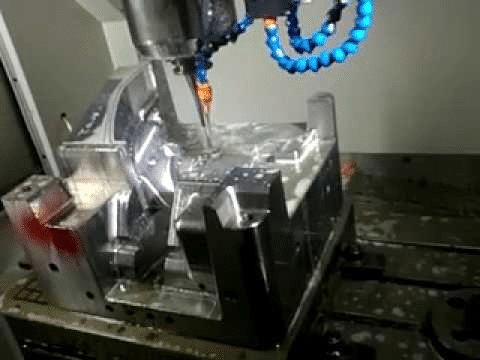
Deformation and Elastic Recovery During CNC Machining
The killer of thin-wall CNC machining is elastic recovery: things may fit within spec when clamped, and fail after unclamping.
Machining subjects the forces to temporary (elastic) deflection- the wall bends but will tend to spring back to shape when the forces are removed. But the deflection above the proportional limit of the material or in combination with the localized heat, the plastic deformation will commence, which will result in permanent deformation. Another factor is thermal expansion; the high coefficient of aluminum implies that even slight heat involved in cutting can result in local geometry incursions which do not entirely bounce back.
The most exasperating consequence is the time-honored, in-fixture good, out-of-fixture bad situation. The process of clamping pre-stresses the part, cutting liberates material in a manner, which is capable of elastic rebound. When unclamped, the part tends to relax asymmetrically, distorting the dimensions- critical features may be over 0.05-0.20 mm or more.
The major types of deformation and machining effects are as follows:
| Deformation Type | Machining Effect | Typical Outcome in Thin-Wall Parts | Detection Challenge |
| Elastic deflection | Dimensional rebound after unclamping | Features measure correctly fixtured but oversize/undersize free-state | High—requires post-unclamp measurement |
| Plastic deformation | Permanent distortion | Warped walls, bowed surfaces, out-of-flatness | Visible but often misattributed |
| Thermal expansion | Local geometry shift | Uneven expansion/contraction leading to taper or bow | Subtle until cumulative |
This requires more than attentive feeds and speeds- it must involve predicting recovery with the help of planned stock allowance, multi-stage roughing/finishing and fixturing that will reduce the induced stress.
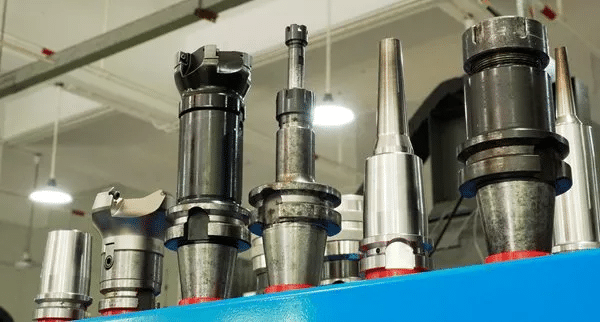
Tool Wear Acceleration in Thin-Wall Machining
In a vicious cycle of interrupted cuts, chatter and instability, machining at a thin wall increases the rate of tool wear.
Low rigidity produces interrupted cuts or variable-depth cuts: the tool cuts hard and soft in turn as the wall vibrates. This hammering effect cuts edges quicker than consistent engagement in hard elements. Vibration Chatter makes it worse – any self-excited vibration intensifies the force variation, resulting in micro-fractures and flank/crater wear.
The vicious cycle is inhuman: unstable state at first makes the tool asymmetrical and unevenly distributed, asymmetrical distributed and unevenly worn tool puts more forces and heat on the cutter, the cutter is more unstable, etc. This can be built up at edge in aluminum die castings (which are frequently A380 or others), unless the chips are removed effectively.
Effective tool wear management the usual carbide tools can die life span by up to 2040 percent of the thicker parts. Cost creep in shops which do not monitor vibration or have adaptive strategies are exponentially increasing.
Cost Escalation Driven by Thin-Wall CNC Challenges
Marginal projects become cash sinks due to high scrap rates, long cycle times and heavy inspection caused by the thin-wall challenges which make the manufacturing process extremely expensive.
Repairs are typical: a defective characteristic may have to be hand-finished or even cast anew. Cycle times are increased due to the necessity of using conservative parameters (low DOC, less feeds) to prevent chatter. Inspection balloons -Checks of all parts using CMM rather than sampling and checking fixturing.
Total CNC machining cost increases disproportionately: what appears as a 15- 20 percent price surcharge on a thin wall can be all 50- plus in terms of opportunity costs, including yield loss and delays. We have had situations whereby the thin wall requirements increased processing time per part by two times that of similar but thick design.
Make-or-Buy Risk in Thin-Wall CNC Machining
The effect of thin-wall parts is to increase the outsourcing risk since much success depends on the close process integration – die casting tolerances, fixturing feedback, and machining parameters must be close.
The separate caster and machinist supply chain (i.e. a disconnected one) is another common source of finger-pointing: “Your casting warped it” vs. “Your fixturing distorted it.” To lack collective information about the shrinkage, draft angles, and stress points, variability increases.
Make-or-buy decisions for thin-wall die casting projects projects requires the consideration of whether the supplier has history of end-to-end control or a good history of collaboration. Isolated machining plants can find it hard with no direct feed-back on the upstream variables.
Why Cheap CNC Machining Fails on Thin-Wall Die Cast Parts
The low cost CNC systems fail to meet thin-wall demands due to lack of fixturing accuracy, machine rigidity and process discipline to deal with variability.
Likely due to their low cost, generic vises or soft jaws can be used to hold low-cost components such as thin parts, which cause instant distortion. The machines that are of lower spindle stiffness or have old controls are unable to sustain constant parameters during vibration. Variation absorption is close to zero- minor tool wear or shift in temperature causes the part to move out of tolerance rapidly.
The risks of cheap CNC machining for die casting are magnified in thin-wall scenarios: what could be tolerated in a die casting without scrap would be a failure on this part. This is often discovered by price shoppers after low quotations at first are transformed into high refusal rates.
Common OEM Misjudgments With Thin-Wall CNC Machining
The main problem with OEM teams is that the teams tend to take thin-wall machining as the thicker parts and think that engineering tweaks are the only solution.
Another common mistake is to make tolerances even smaller – hoping that a change of only 0.01 mm will make the other party comply, when the real problem is flexibility, not accuracy. Other underestimates include the effect of the fixtures: a well-designed clamp will bow a wall, otherwise, unless laid in a certain sequence. When cumulative drift (cumulative stress release + machining heat + unclamping recovery) is disregarded, unexpected results in the final validation are to be expected.
These are not a mistake by the operators; it is systemic neglect of risk assessment. The first thing to begin with is being aware that a thin-wall success is not about any tighter specs but process foresight.
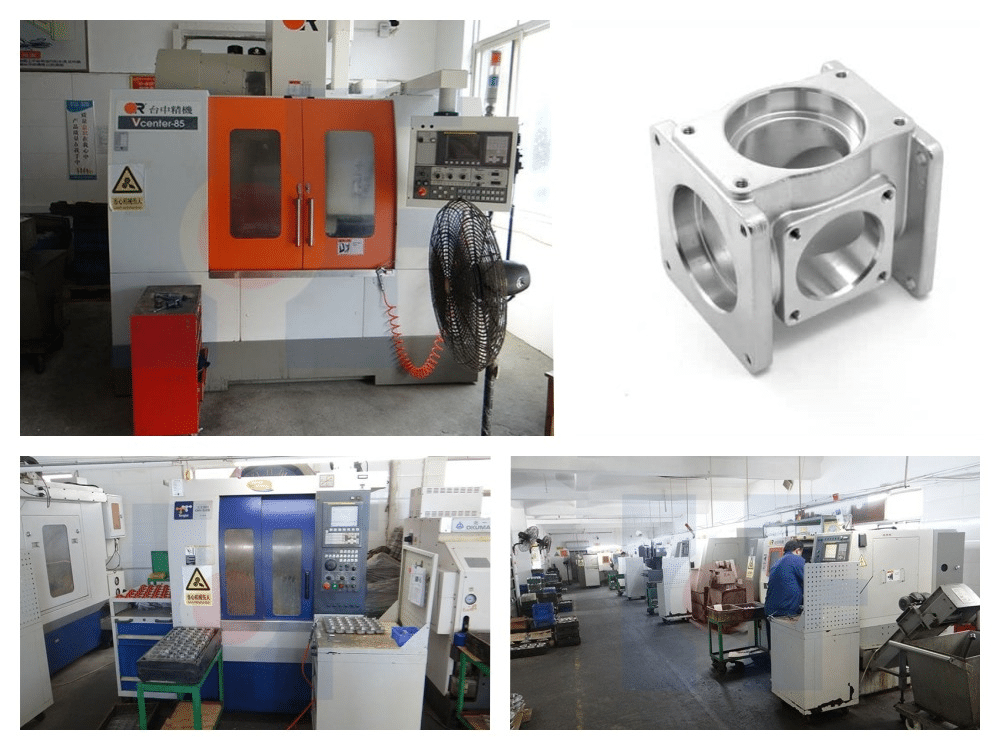
How OEMs Should Evaluate CNC Capability for Thin-Wall Parts
In sourcing of thin-wall die cast parts, OEMs have to look deeper than equipment lists and examine signs of actual performance under load.
Request case studies of comparable thin-wall projects (wall thickness, alloy, obtained tolerances). Ask about deformation control methods – how they are used to model elastic recovery, sequence operations or adaptive fixturing. Find process validation data: logs of vibration monitoring, in-process gaging, or pre-production trials have been stable.
Investigate their knowledge of upstream integration: do they make die casting adjustments such as porosity or unsolvable stress? Capability is not only machine specs but is evidenced by control of the variables that have the greatest dependence on thin-wall situations.
Conclusion — Thin-Wall Machining Requires System Discipline
With CNC machining of thin-wall die cast parts, victory lies not in smaller tolerances or reduced prices, but in a well-disciplined process control and system integration. The constraints of the structure are actual and inescapable: the flexibility becomes the defects, the chatter the wear accelerator, the bad integration the inflated risk.OEMs achieve victory through a collaboration with the suppliers that view thin-wall work as a professional field, in which stability, feedback, and evidence-based approaches are more important than immediate solutions. It is at this point that these demanding materials can provide the lightweight accuracy which they are intended to perform at without being overemphasized in cost or time.