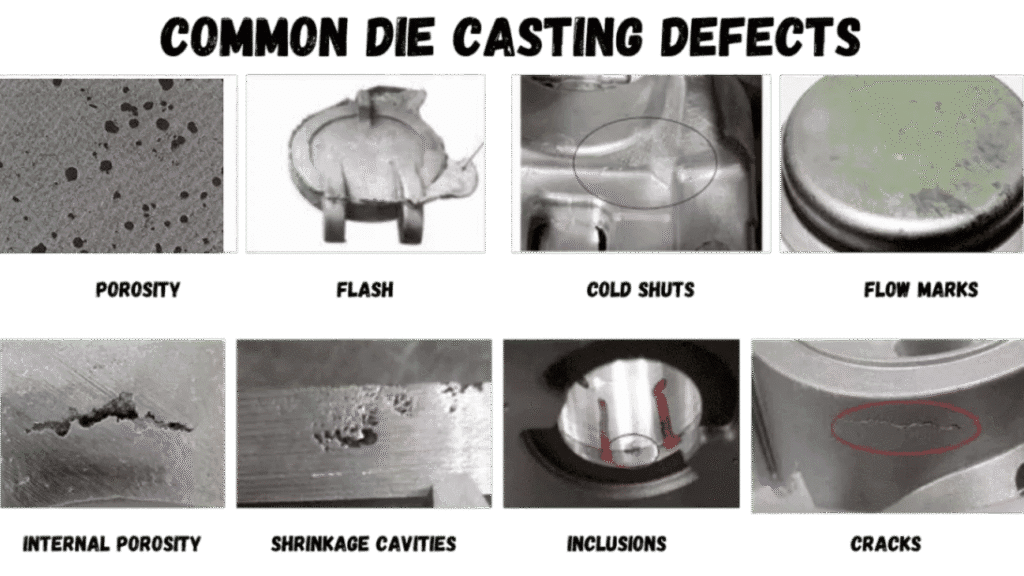
rather than by the post-production check. The majority of the quality problems, such as surface defects, such as flow marks and blisters, internal porosity, or dimensional variation or even premature wear of the die, are due to tiny, even minute changes in the process, rather than a defect in the die design or to zinc alloy composition. The low melting point of zinc (approximately 380 -390 o C) and a very high fluidity cause it to be forgiving to some extent, but it is exact fluidity that increases sensitivity to parameter instability. Even a couple of degrees either way, a very slight variation in the speed of the shots or even die heating unevenly can transform what should be a steady run into something that looks like scrap production.
Most OEM engineers continue to believe that any defects must be due to impurities of the material or to mold problems with the tooling. Practically, having audited hundreds of production lines; process parameters are the most likely to cause recurring problems within an unstable process parameter; this has been found in more than 70 percent of the recurring problems. The repetitive quality can be achieved only when zinc die casting is treated as a real process-based system where strictness in variable preciseness prevails over the responsive analysis.
To companies who require OEM zinc alloy die casting solutions, understanding this reality is the first step toward evaluating supplier capability beyond surface-level certifications.
Why Process Parameters Are Critical in Zinc Die Casting
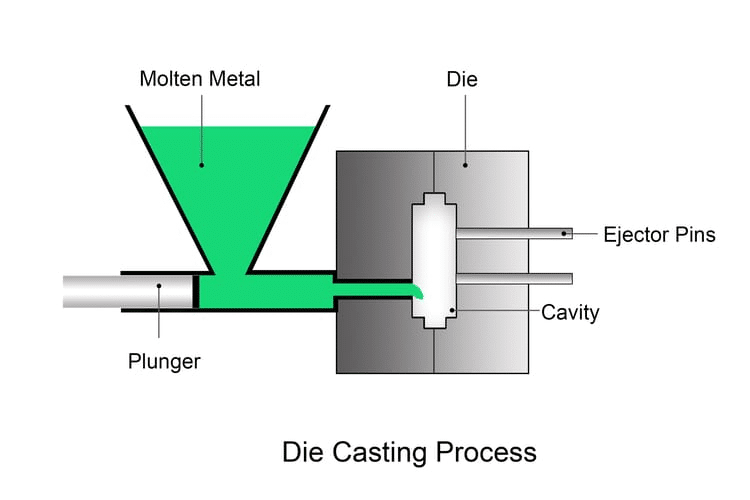
Agreement of molten metal behaviour is determined much more by process parameters than by constant factors such as alloy grade or part geometry in zinc die casting. Zinc hardens so fast- there is no time to make an error and it is frequently completely hardened within a second when dealing with thin material. Any deviation will cause interference in flow, fill, or solidification resulting in captive air, shrinkage holes, or surface turbulence features.
In contrast to slower processes, zinc has a narrow solidification window which implies that the parameters of the process have to remain within narrow ranges of values to prevent increasing defects. Base line is established by design (wall thickness, gating), temperature, speed and pressure are controlled day-to-day to ensure that parts to tolerance and cosmetic specifications are routine.
| Process Parameter | Controlled Variable | Primary Quality Impact Area |
| Melt Temperature | ±5–8°C stability | Fluidity, surface finish, porosity, die life |
| Injection Speed | Slow & fast phases (m/s) | Air entrapment, flow marks, filling completeness |
| Injection Pressure | Peak & intensification (MPa) | Porosity reduction, dimensional repeatability, flash |
| Die Temperature | Uniformity across cavity (±10°C) | Thermal balance, surface appearance, ejection |
| Cycle Time | Overall stability (± seconds) | Solidification control, dimensional drift |
Melt Temperature and Thermal Stability
The consistent melt temperature is considered more important than zinc die casting of an accurate setpoint. Excessively high temperatures will decrease viscosity to the extent that turbulence and gas entrapment is encouraged and excessively low will lead to premature freezing, cold shut-offs, or underfilling.
Most Zamak alloys have sweet spots at 410430o C at the gooseneck, although stability at the ±5 anode is the real measure. Fluctuations have a direct influence upon fluidity: an over-abundance of the same will result in excessive flashing or blistering of dissolved gases, on the other hand a deficiency will cause marks of flow to be made or misruns in the lines, particularly in thin walls or ornamental work.
Die life is another factor on temperature- it is better to maintain a constant lower end operation to reduce thermal stress in the hot components of the chamber.
| Temperature Condition | Typical Risk | Resulting Defect |
| Overheated (>435°C) | Excessive gas absorption, turbulence | Blisters, flow marks, solder buildup |
| Underheated (<405°C) | Reduced fluidity, early freezing | Cold shuts, misruns, surface roughness |
| Unstable (±>10°C swings) | Inconsistent solidification | Dimensional variation, internal porosity |
Injection Speed and Filling Dynamics
The rate of injection is used to regulate the flow of molten zinc into the cavity, too slow, and the metal will quickly freeze before being filled; too rapid and turbulence will entrap air, producing voids or surface cracks.
In of zinc die casting, we depend on a stepwise method: slow early speed (0.2-0.5 m/s) to prevent excessive splash and air induction and fast-speed filling (often 30-60 m/s at the gate) to complete the fill. The rapid stage is decisive since fluidity of zinc requires rapid filling of cavities before solids entrap removals or laps.
Bad speed profiling results in instability of flow-fronts -wave like forms which freeze into visible flow patterns or even more deplorable, internal air cavities.
Injection Pressure and Intensification Control
The effect of pressure is to fill the cavity highly and counter-shrinkage during hardening. Zinc usually needs 30100 MPa of peak pressure and the intensification (dwell phase) is important to fine sections or fine details.
Shrinkage porosity or sink marks can be under-pressure where the metal shrinks due to lack of sufficient feeding. Flash or die deflection is at stake because of over-pressure, however, more insidiously, the intensifying action may compel metal to fill up micro-ARM holes forming micro-porosity undermining fatigue performance.
This is most detrimental to dimensional repeatability when there is a change in pressure: the parts may drift 0.025mm-0.05mm, just because the intensification was not held long.
Die Temperature and Thermal Balance
Uniformity of die temperature is not a compromise with respect to surface quality and ejection in zinc die casting. The best range normally is 150-250C based on the complexity of the part, however the gradient across the cavity is more significant than the mean.
Early freezing and flow lines are a result of cold spots as well as soldering or blistering a result of hot spots. The local distortion seems to be generated in ejection due to uneven heating, pulling features out of tolerance.
Uneven cycles result in thermal shock, which is rapid in die checking and reduces tool life.
Cycle Time and Solidification Control
The cycle time has everything pegged on it- too little and parts spur then they eject before they are completely solid (leading to distortion or drag-marking) whereas too much time is spent waiting in the que-line with parts not being productive as the thermal equilibrium becomes disturbed.
Cyclical constants (usually between 10–30 seconds with small zinc components) provide constant cooling rates which reduce residual stress levels and dimensional change. The instability in this case enhances other parameter changes translating small changes in melting temperatures to quantifiable out-of-spec components.
Parameter Sensitivity Across Different Applications
Varied end-use applications are sensitive to different parameters of processing in zinc die casting.
All automotive brackets or housings require very small dimensional control and low porosity to achieve structural integrity, and injection pressure and die temperature consistency is the most important.
Electronics enclosures are more concerned with the surface finish insistence and thin-wall fill therefore equally melt temperature stability and injection speed pre-eminence to prevent flow marks or incomplete features.
Lighting or appliance decorative elements are addressed similarly to cosmetic, that is, blister-free, smooth finishes, and therefore die temperature balance and repetition of the cycle avoid sink impressions or mottling.
| Application Type | Most Sensitive Parameter | Primary Quality Risk |
| Automotive (brackets, housings) | Injection pressure & intensification | Internal porosity, dimensional repeatability |
| Electronics & consumer products | Melt temperature & injection speed | Flow marks, surface blisters, thin-wall fill |
| Decorative (lighting, appliances) | Die temperature uniformity | Sink marks, surface mottling, ejection drag |
See more details in our related posts:
- zinc die casting in automotive applications
- zinc alloy die casting for electronics
- decorative zinc die casting parts
Common OEM Misunderstandings About Process Control
The unrealistic belief of the OEM teams is that intense final inspection will help at offsetting unstable process control. As a matter of fact, inspection uncovers symptoms, not root causes- porosity that passes the visual inspection test may break in leak or fatigue tests further downstream.
Another myth: there is a set of parameters that is applicable to a family of pieces. The profiles are specific to thin vs. thick sections or alternate gating layouts and copy-pasting settings will invite variation.
Lastly, the myth of invariably better results at higher pressure does not acknowledge any trade-offs: too high pressure raises flash and die stress without having a uniform effect on porosity, assuming the speed and temperature is not adjusted.
Conclusion — Stable Parameters Build Stable Quality
Finally, the zinc die cast will consistently be of high quality due to strict control of the process parameters rather than excessive environments or endless checks. Zero tolerance to variation: pay attention to thermal stability, controlled phased injection and cycle repeatability. Parameters kept constant within constrained, known limits are defect-free, the dimensions stable and the surfaces spec-free without any heroic post-process intervention. That is the engineering facts of trustworthy production, first process stability, and then everything.