Most machining allowance in the die casting, secondary CNC machining world is often seen as additional buffer-stock, something beyond the budget to withstand an imperfect casting or variation in setup. In actuality, a lot of teams tend to believe that the addition of more allowance will boil down to increased accuracy in the end. Quite on the contrary: too little allowance tends to leave major surfaces uncorrected or can even break through to the porous interior, whereas too much results in too much tool deflection, heat accumulation and variation.
Over years of experience of running aluminum and zinc die-cast components on high volume CNC cells, there is one thing which has become very clear, machining allowance in die casting parts should be carefully selected in order to balance between the areas of dimensional correction, machining stability and cost of production – excess allowance is just as dangerous as under allowance.
Well-designed machining allowance will mean that CNC machining will not become more unstable due to the variability of casting.
Why Machining Allowance Is a Designed Manufacturing Parameter
The tolerance is different to machining allowance. The acceptable deviation as to the final surface dimension is termed as toleration; it is the intentional excess stock upon the as-cast surface which is specifically to be removed by CNC operations.
Permission must be deliberate, and can be in the tooling and process planning phase, and it must be plainly recorded on drawings (with zoned callouts on the faces, possibly). When it is allowed to run out of control, or actually raised at random on the pretext of just being on the side of caution, the risk only moves upstream – to the CNC shop. Random stock also results in erratics in cutting conditions, erratic tool engagement and random forces leading to diminished repeatability.
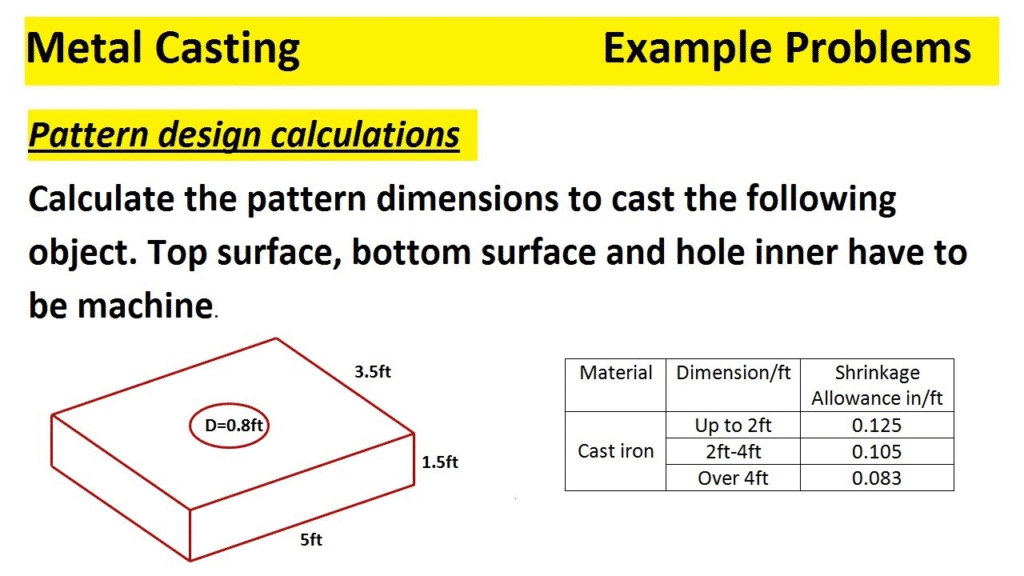
Practically, we begin by identifying the particular ability of the particular casting process (shrinkage, die wear, parting-line shift) and then plot the minimum useful amount of cleanup stock required to reach final tolerances. In the majority of aluminum die-cast components, this is within the range of 0.4 to 1.2 mm single-side(relative to the size and complexity of feature) but it is never a one size fits all.
This is where real CNC machining capabilities become the limiting factor. The rigidity of this machine, the power of the spindle and the toolpath strategy affect to what extent the process can tolerate a variation in incoming stock and still remain accurate and maintain its surface integrity.
Effects of Insufficient vs Excessive Machining Allowance
The effects of receiving allowance inadequately manifest themselves in production.
| Allowance Condition | CNC Impact | Manufacturing Risk |
| Insufficient allowance | Incomplete correction of as-cast features; tool skims or rubs instead of cutting cleanly | Surface breakthrough exposing porosity; dimensional out-of-spec; scrap or heavy rework |
| Excessive allowance | High initial tool load; prolonged roughing passes; increased heat and vibration | Accelerated tool wear; part distortion from heat; higher cycle times and inconsistent finish |
| Controlled allowance | Stable, predictable cutting conditions from first pass to last | Reliable dimensional correction; extended tool life; repeatable process with minimal variation |
The more obvious killer is insufficient allowance I was involved in sections where 0.2 mm of excess stock on a sealing face caused the gate residue or porosity to occur immediately at the final finish, and complete batches would be recycled. But too much indulgence is more mysterious. Eliminating 1.5 2 mm rather than the required 0.7 mm on an aluminum housing may not sound like a huge problem, but it doubles roughing time, peaks cutting forces too soon in the path, and provides enough heat to precipitate slim-walled portions of the part out of planar by 0.05 0.1 mm.
The sweet spot provides the material sufficient to allow the tool to act in a good way without being overloaded and then allows the tool to form consistent chip and minimally grow in temperature.
Machining Allowance and Axis Configuration Decisions
The size of allowance has a direct effect on whether a component can be with any reasonable accuracy reliably machined on a 3-axis machine, or it needs a 4-axis (or beyond) machine.
Big allowances tend to cause more intense roughing cuts, thus raising the deflection and complicating the single-setup machining on 3-axis as a tool overhang or part fixturing. Controlled, minimal allowance features can remain available across fewer orientations without the need to set up features and maintain datum relationships.
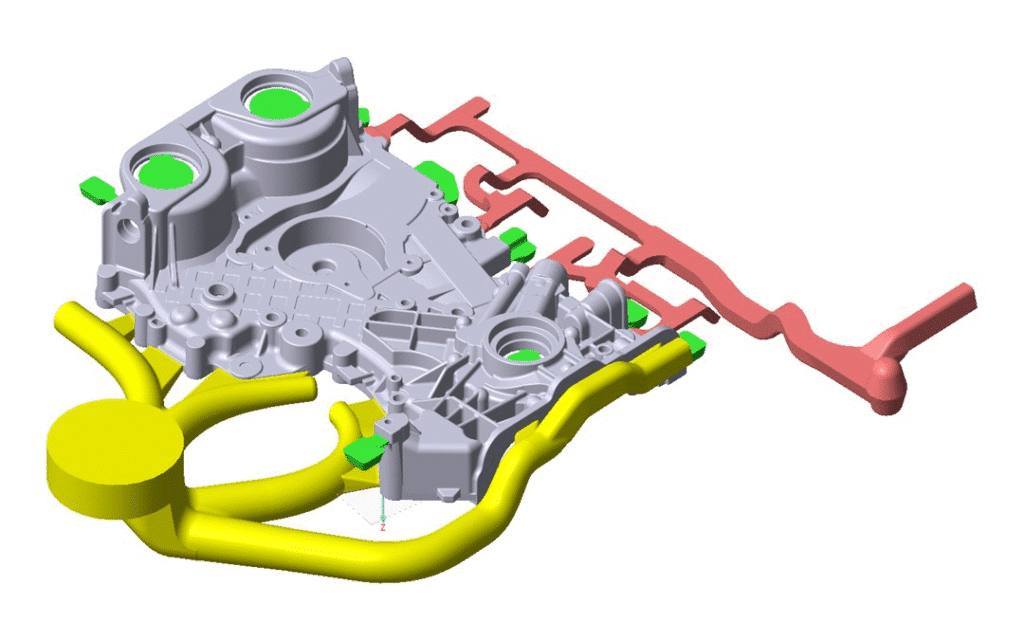
Conversely, large allowance on complicated die-cast geometries ( that contain numerous intersecting planes, meaning think brackets, brackets with multiple sub-sets, etc.) may encourage you to go to 4-axis to ensure consistent stock removal without excess reclamping. Less setup implies less potential error build-up, however, only when the allowance can sustain a constant loading of the cutting.
For practical examples of when to choose one over the other, see our guide on 3-axis vs 4-axis CNC machining for die casting.
Allowance Strategy in Multi-Operation CNC Machining
Where the process involves numerous steps of CNC work, such as roughing, semi-finishing, finishing, allowance should be staged in stages between steps.
You can not put the whole amount of stock removal in the initial roughing operation; you over-load the tools and produce an uneven heat distribution. Rather, any progressive stock (e.g. 60 in rough, 30 in semi, 10 in finish) can be left so that the cutting conditions are uniform and so that datum drift due to thermal expansion or clamping stress is minimized.
Inadequate staging results in one operation stealing the allowance of the other, resulting in toolpath collision or causing aggressive tool paths to run conservatively and wasting time. By high-mix production, the lessons have been to simulate allowance distribution early enough to capture such interactions prior to the construction of fixtures.
More on this in our post about multi-operation CNC machining for die casting.
Tool Wear Behavior as a Function of Machining Allowance
Excess allowance is a huge accelerator of the tool wear more than many teams can imagine.
The high rate of initial stock removal results in a more thick chip, increased friction and high temperature at the cutting edge- in aluminum alloys already a problem is built-up edge (BUE). Tools wear out sooner, finish on the surface is spoiled sooner in the sequence and you are covering it up with altered offsets or premature alterations.
In optimized allowance, tools interact at intended chip loads at its inception and wear more predictably and last 20-40% in our experience. This is not only the preservation of edges it is the maintenance of cutting forces to prevent hiking of vibration to destroy repeatability.
Detailed discussion here: tool wear management for die casting.
How Machining Allowance Influences Total Manufacturing Cost
Most cost analyses concentrate on unit machining price, and leave allowance to amass latent accumulations in other places.
Overproduction leads to an influx of tools, wasted energy, and reduced cycle time and a higher risk of scrap due to distortion. Inadequate allowance provokes repetitive rework, inspection losses and possible field failure due to defects not corrected.
Allowance optimization is a method to typically increase the per-part machining by a little (improved feeds/speeds) and by reducing the overall project cost by increasing yield, reducing the tool set, and maintaining constant throughput. Total cost savings in allowance refinement alone on mass production of 10k+ have been 15-25%.
Explore more in CNC machining cost strategy for die casting.
Machining Allowance and Make-or-Buy Decisions
The in-house CNC may be difficult to many suppliers due to complex allowance requirements namely tight zones, staged removals, or features that enhance specific control of stock.
Allowing more sophisticated fixturing, simulation, or progressive activity, allowance strategy will reduce the selection of viable vendors. Aggressive suppliers are also known to use high blanket allowance to cover up shortcomings in the processes, which cause downstream surprises.
Physics based prescriptions on allowances can be used to isolate partners who are actually good ones and those who are paying with additional material.
See related insights on make-or-buy decisions for CNC.
Why Excess Machining Allowance Often Signals Process Risk
It may reflect cast inconsistencies upstream that they do not wish to fix, or program that is conservative, so as to not stretch the tools to their fullest. In any case, it conceals issues, which are more porous with deeper cuts and variability that is disguised instead of being managed.
Mature process results in very small, focused allowance that yet leads to clean, repeatable results without waste.
Common pitfalls covered in risks of cheap CNC machining.
Conclusion — Machining Allowance Is a Balance, Not a Buffer
Machining allowance will not protect against variation in casting, but rather is a controllable parameter through which CNC machining can be made an accurate, steady, and economical concurrent process.
It requires initial engineering judgment fundamentally on the actual physics of processes: pattern of casting shrinkage, tool engagement, thermal, volume realities in production. Get it correct and secondary machining turns out to be a foregone advantage instead of an expensive take of redressing. Make one step wrong and even the superior CNC machines cannot compensate.
When production to high standards is required, allowance as a design choice rather than a guess or buffer will make the difference between reliable and variation-ridden and the surprise-cost-ridden programs.