When doing CNC machining of die cast components, the decision on whether to use 3-axis or 4-axis machining is a matter of process efficiency and risk management, and not the sophistication of the machine.
Many OEM teams have been chasing after the more axes, the better result saying that this additional rotational capability would give them a new tighter tolerances or a faster throughput. Actually, over-specification is counter-productive: it increases the time and cost of programming, as well as the dependence of operators, with little or no overall improvement in quality of parts or delivery.
Since we started, over ten years ago, with the secondary machining of thousands of aluminum and zinc die-cast parts, automotive bracket to lighting house, we have seen the trend replicated. The CNC axis that would provide the least setups, variation, and overall manufacturing cost is the correct right CNC axis configuration of the die cast parts.
Simple fixturing and orthogonal features have simple geometry which is good at 3-axis CNC machining where stability and predictability are important. As features are rotating around many faces or need access at an angle without having to re-clamp, the 4-axis CNC applications begin to be economically viable. It all goes back to actual production limits, and not imaginary machine characteristics.
Why CNC Axis Selection Is a Process Decision, Not a Technology Upgrade
The choice of CNC axis can never be considered as an upgrade in technology, as it is a process choice that is motivated by the needs of the part, volume, and the risk that is taken.
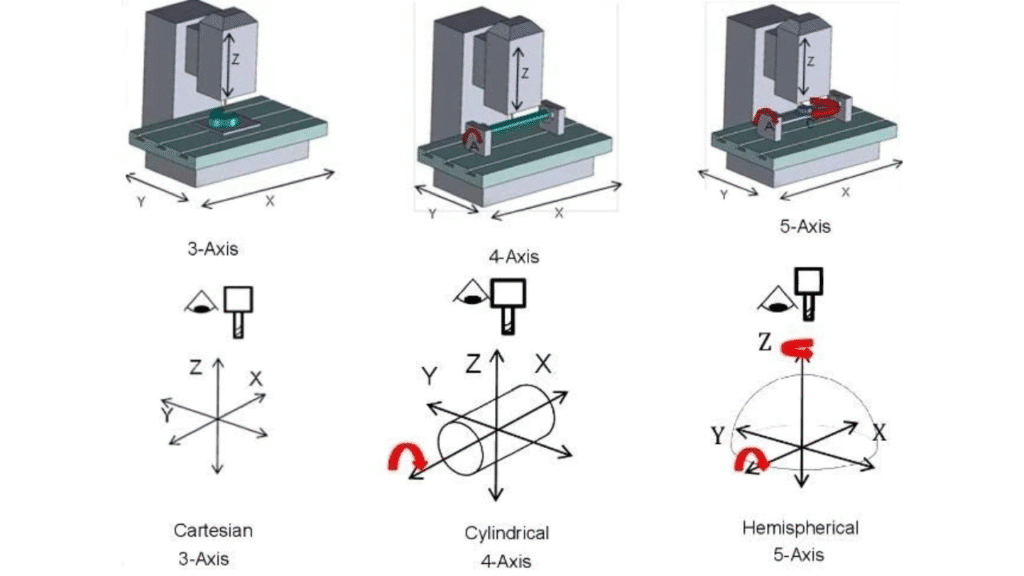
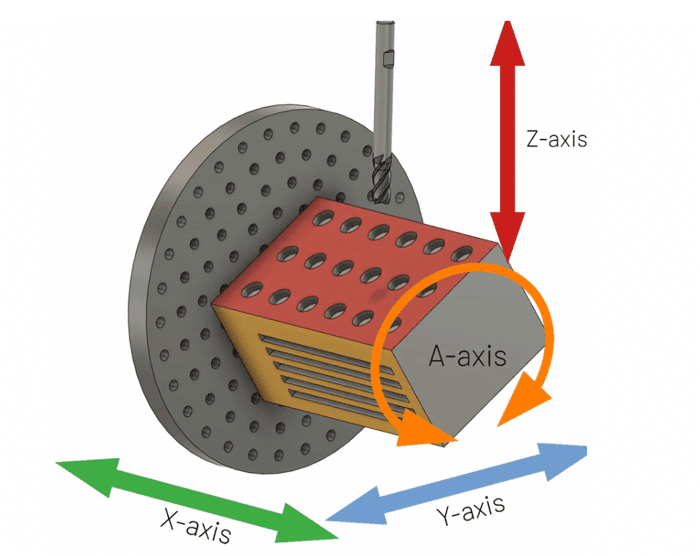
The latter distinction is in being able versus needing. A 4 axis machine is able to spin the work piece about one more axis (usually A-axis, parallel to X), which makes it possible to access four sides within a single configuration. That is strong, and it is so–to some geometries. However, competency does not concede the complexity added.
In reality, setups, fixturing, and repeatability are directly dependent on axis count. You have the potential change with every re-clamp of part (typically of a 3-axis when doing multi-face work): errors in alignment, shifts in datum, and accumulating tolerances all add up. Reduced setups will indicate improved consistency, although only under the condition that the rotation does not affect rigidity or create additional sources of error such as rotary table backlash.
The simplicity of systems tends to be more successful when it comes to large-scale production directly due to being less susceptible to variables. There are already 3-axis centers where we have stable, high-repeatability jobs over which a 4-axis upgrade would have been an unnecessary programming overhead and an additional time spent debugging our fixtures. In getting background knowledge of what our shop regularly deals with in the area of CNC machining capabilities, the key is matching the machine to the job—not the other way around.
Typical Die Cast Part Geometries and Axis Requirements
The greatest CNC axis requirement in die casting secondary operations has been due to part geometry.
Die-cast components seldom emerge out of the mold assembled. They require additions such as tapped holes, flat mounting surface, slots or pockets done with the use of CNC to fit functional tolerances. The issue is if these features exist in one plane or require multi-face accessibility.
Here is a reasonable breakdown we have used innumerable times when quoting jobs:
| Part Feature | Typical Geometry | Axis Requirement | Why It Matters in Die Cast Parts |
| Flat mounting faces | Single-plane surfaces, bosses, pads | 3-axis sufficient | Most die-cast housings and brackets rely on planar datums; one setup keeps everything aligned and cost low. |
| Side holes / slots | Orthogonal features on perpendicular faces | 4-axis beneficial | Drilling or milling sides without flipping reduces error stack-up; common in automotive brackets or electronic enclosures. |
| Wrapped features | Features on curved or multi-face surfaces | 4-axis preferred | Think circumferential holes on cylindrical sections or angled ports; rotation avoids complex angled fixturing that kills repeatability. |
At least in our machine with aluminum die-cast automotive automotive pedals or zinc alloy cosmetic housings, approximately 60-70 percent of secondary features remain orthogonal and planar -and 3-axis becomes the default. Beyond wrapping or radial extra work (i.e., bolt circles around a boss or side-entry ports) the task of forcing it on 3-axis requires several awkward arrangements, which waste time and cause risk.
Setup Reduction vs System Complexity Trade-Off
The largest claimed advantage of 4-axis CNC machining to die cast parts is setup reduction, though this advantage does have an actual trade-off in complexity of the system.
Theoretically, the ability to rotate the part to expose several faces in a single clamping operation would be a win pure and simple: less operator intervention, less cumulative error, and possibly smaller inter-feature tolerances. That can end up savings hours per batch cycle time in high-mix or medium-volume runs.
Less arrangement does not necessarily mean reduced risk. The rotary table introduces moving components to the rotary component-backlash, thermal growth and indexing accuracy are all variables that have to be controlled. Programming jumps in complexity are also made: tool paths in rotation take into consideration, collision detection is critical, and simulation requires more time to verify.
We have observed jobs where pursuing single-setup perfection on 4-axis only took more debug time as the design of the fixtures was required to be resistant to forces in rotation but not deflect. Conversely, a properly designed 3 axis multi-setup process (with established datums) can often achieve rock-solid repeatability at a higher production rate in steady-state production. The tradeoff is straightforward: reduce setup, when there are features worth the cost and orientation; and otherwise increased complexity would only increase the ceiling of the possible variation.
Cost Implications of 3-Axis vs 4-Axis CNC Machining
There is more than a difference between 3-axis and 4-axis CNC machining based on hourly machine rate- it multiplies throughout the project.
The 3-axis machines usually operate at a reduced shop rate (usually 20-40 percent lower than similar 4-axis) due to less complex mechanics, reduced maintenance and decreased operator requirements. It is simple to program, fast to set up and fixtures are typically simple vise-and-dovetail.
4-axis also increases cost in multiple ways: The machine will depreciate higher, CAM programming will require more time (collision-checked rotary paths are more time consuming to generate), custom rotary fixtures (can incur 2-3 times more cost than a normal one) will be needed, and the cycle time will be a bit longer unless the rotary is perfectly tuned.
In actual die casting work we have quoted, the crossover point typically occurs in the area of medium volumes with multi-face characteristics. With low-volume prototypes or simple brackets 3-axis has an advantage on total landed cost. Where setup time prevails in a run (such as 500+ pieces with side features), 4-axis can win over increased upfront rates. The full picture is covered well in our guide to CNC machining cost.
Axis Configuration and Make-or-Buy Decisions
Make-or-buy decisions on CNC on die casting projects are greatly determined by the axis configuration.
When your component is sensitive to 4-axis capability on wrapped features or tight multi-faces, you need to send it to a shop without such equipment, and then find a compromise: either numerous setups on to 3-axis (and run risk on variation), or outsource the secondary operation (logistics and margin stacking).
On the other hand, excessive investment in capacity (4-axis) that is underutilized in-house may tie up capital and overhead. The number of OEMs that we have worked with in the past have initially intended to keep everything in house only to discover that their volume was not sufficient to warrant rotary investment in the form of die-casting, and thus, make-or-buy decisions for CNC for die casting.
The clever trick is to compare axis requirement, projected volumes and geometrical stability at early stages. That clearance usually swings the balance of trustworthy partners that already run the correct arrangement in your mix.
When 4-Axis CNC Increases Risk Instead of Reducing It
Some production settings actually experience greater risks of the project as a result of 4-axis CNC machining instead of mitigating the risk.
Faults in programs are more severe: a collision test omitted when rotating an index may scrap away a costly die-cast blank, or cause tool damage. Dependent operator skill increases as well, there is more rotation zero dialing, working around thermal expansion, and indexing problem troubleshooting than just 3-axis.
In less expensive CNC shops (also typical in certain areas), the machines might not be maintained or calibrated as required which increases backlash or repeatability issues. We have had jobs that have been audited as having 4-axis because it will save setups, only to find that tolerance drifted due to uncompensated rotary error force rework.
The conclusion: when your supply chain is oriented towards simple equipment or fluctuating skills, then it is common that overall risk can be reduced by using established 3-axis processes. To understand these traps further refer to our discussion on the risks of cheap CNC machining for die casting.
Practical Selection Guidelines for OEM Projects
The following is our decision checklist when recommending OEM engineers on the choice of CNC axis to use in die cast parts:
- Simple geometry (mostly planar faces, orthogonal holes): High volume: Recommend 3-axis – Reflexes maximum stability, minimum cost.
- Multi-face access (side slots, wrapped features with strict inter-face tolerances), medium volume: 4-axis is recommended — setup savings greater than extra complexity.
- Short lead time, stable design (frozen geometry, predictable volumes): Lean towards 4-axis where features can be justified by it – reduced setups speed throughput.
- Stable, cost-sensitive (proven fixturing, low feature complexity): Uphold 3-axis – is not wasted.
This isn’t a rigid rulebook. There are always idiosyncrasy in every project, material shrinkage due to die casting, datum strategy, tolerance stack-up, and we always simulate a quick set up during a quoting to ascertain.
Conclusion — Axis Count Should Serve the Process
The ideal axis setup in CNC machining of die cast parts is which facilitates stable operations, predictability of cost as well as dependability of delivery, not always the latest and greatest machine on the market.
We have machined simple zinc cosmetic caps on simple 3-axis lines over the years and machined the complex aluminum auto-housing that indeed was benefiting 4-axis efficiency. Unity in matters of successful projects? The selection was determined by geometry, volume and risk profile rather than machine-tool brochures.
The axis decision is easy when one aims at what provides consistent results at the lowest possible total cost.