The zinc die casting process is not only bright due to the near net-shaped parts it produces but also exceptionally high dimensional consistency and surface quality that it has immediately out of the mold. A lot of OEM engineers and sourcing departments continue to fail on the assumption that secondary CNC machining will always come into the equation of creating components by calling on precision. That is a stereotype. As a matter of fact, with low shrinkage (approx. 0.6 percent), great fluidity and close as-cast tolerances, zinc die casting is often used in functional service without any machining whatsoever. Attention to the secondary machining of CNC machining should be an intentional exception: the practice is only applicable in cases where the tolerances, or surface requirements, or geometric capabilities really fall outside casting process stable processing.
Through this means no part cost is inflated, tool life is elongated on the machining side and variability introduced by unneeded machining countermanded. For context on baseline capabilities, see our detailed zinc alloy die casting services overview.
What Zinc Die Casting Can Achieve Without Machining
Zinc die casting continuously produces parts that do not need additional machining or virtually no machining in most cases.
The low melting point and negligible solidification contraction of the material enables splendid reproduction of fine detail, thin walling (to as thin as maybe 0.4-0.6 mm in most applications) and guarantee stable dimensional stability between production batches. Many finishes that are not polished or further treated finish on the surface of as-cast finishes are in the range of 0.8 -3.2 µm ra, which is smooth enough to be used functionally and aesthetically in many applications.
Common linear tolerances that can be obtained directly off of the mold (refer to normal industry standards such as NADCA and through practical experience of building) include:
| Feature Size Range | Typical As-Cast Tolerance (Linear) | Notes on Capability |
| 0–25 mm | ±0.05 mm | Excellent for small features; often rivals machined precision |
| 25–50 mm | ±0.08 mm | Consistent across most geometries with good die design |
| 50–150 mm | ±0.13 mm | Still tight; draft angles minimal (0.25–0.5° per side) |
| >150 mm | ±0.2 mm or better with adjustments | Larger parts may need slight die compensation |
Important characteristics, such as bosses, ribs, lettering and shallow undercuts, can be cast (with high repeatability) without any subsequent processing at all in non-critical interfaces.
Why Secondary CNC Machining Is Sometimes Necessary
The additional CNC machining is only valid when the functionality or assembly needs are too demanding than the dependable as-cast performance of zinc die casting.
Although zinc alloys have impressive tolerances, there are mating conditions, positional accuracies, or geometrical controls that require post-cast refinement so that they can fit, seal, or transfer loads.
| Requirement Type | Casting Limitation | Machining Benefit |
| Tight positional tolerances | ±0.05–0.1 mm may vary slightly due to shrinkage | Achieves ±0.01 mm or better on critical datums |
| Precise bore diameters | Draft and minor flash affect final size | True cylindrical geometry and exact sizing |
| Flatness on mating surfaces | Parting-line flash or minor distortion | Guarantees flatness within microns |
| Threaded interfaces | Cast threads limited to coarse pitches | Clean, precise threads with full strength |
The trick is to discover these requirements at an early stage, when the design is under review, such that machining is specific instead of blanketing.
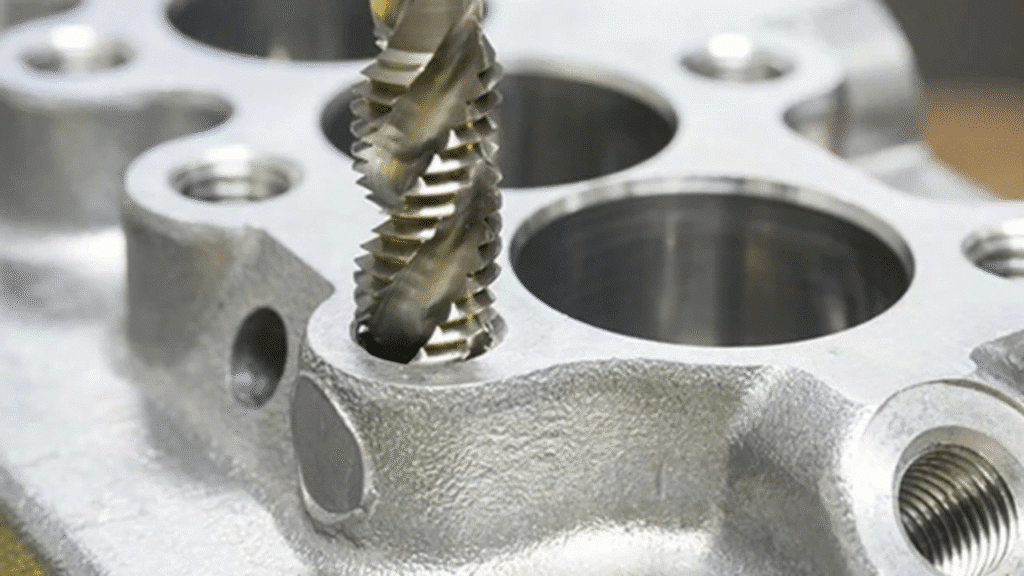
Common Features That Require Secondary CNC Machining
Some of these features are beyond what even high-quality zinc die can be undoubtedly able to provide as-cast.
They typically involve precision interfaces, wear interfaces or features that require sharp and accurate geometry free of draft or flash interference.
| Feature | Why Machining Is Used | Risk If Left As-Cast |
| Threaded holes | Clean, full-depth threads with accurate pitch | Weak or incomplete threads; stripping risk |
| Precision bores | Exact diameter, roundness, and surface finish | Ovality or taper from draft; poor fit/sealing |
| Datum / locating surfaces | Perfect flatness and parallelism for assembly | Minor warpage or flash leading to misalignment |
| Tight-tolerance holes for bearings/pins | Consistent sizing and alignment | Binding or excessive clearance |
In practice, we see threaded holes and precision bores as the most frequent triggers for secondary operations—especially in automotive brackets, medical housings, or connector components.
Alloy Selection and Its Impact on Machining Needs
Alloy choice influences both as-cast accuracy and the likelihood of needing secondary machining.
Softer, more fluid alloys prioritize cast detail and minimal distortion, while harder variants trade some castability for strength—sometimes increasing the need for machining on critical features.
| Zinc Alloy | As-Cast Accuracy | Likelihood of Secondary Machining | Typical Use Case |
| Zamak 3 | Excellent (lowest shrinkage) | Low | General-purpose, thin walls, fine detail |
| Zamak 5 | Very good, slightly higher strength | Medium | Parts needing moderate wear resistance |
| Zamak 2 | Good, higher hardness | Medium-high | High-strength applications |
| EZAC | Superior creep resistance & hardness | Medium-high (due to hardness) | Demanding structural or high-temp parts |
For more on these trade-offs, compare Zamak 3 vs Zamak 5, explore Zamak alloy grades, or review EZAC vs Zamak alloys.
Cost and Risk Trade-Offs of Secondary Machining
Adding secondary CNC machining increases total part cost through extra cycle time, fixturing, and potential scrap—often 20–50% or more depending on complexity.
It can also introduce risks like cumulative tolerance stack-up from multiple setups or distortion if parts are not properly stress-relieved after casting.
In many cases, over-machining actually increases variability: an as-cast datum might be more stable than one refined through multiple operations.
The real engineering decision comes down to whether the added precision justifies the cost and risk—most functional parts don’t need it.
How OEMs Should Decide Whether Machining Is Required
Deciding on secondary machining starts with a clear tolerance hierarchy and functional requirement review.
Map every dimension to its actual role: cosmetic, locational, or critical load-bearing? Only the last category typically warrants machining.
| Design Requirement | Machining Required? | Engineering Rationale |
| General linear dims (±0.1–0.2 mm) | No | Well within zinc as-cast capability; cost savings realized |
| Mating bore ±0.02 mm or better | Yes | Ensures fit, alignment, and sealing; casting alone risks leakage or binding |
| Threaded hole M6 or finer | Yes | Cast threads unreliable for strength; machining provides full engagement |
| Flatness <0.05 mm on datum surface | Usually Yes | Prevents misalignment in assembly; as-cast may have minor flash or warpage |
| Cosmetic surface only | No | As-cast finish often sufficient or improved via vibratory/tumbling |
Team-up between design and manufacturing- Teams Based on assumptions, issue test castings with machining areas of interest early on before full tooling.
Common OEM Misconceptions About Secondary Machining
Numerous teams bring into the future the old-fashioned assumptions related to the precision of zinc die casting.
- The statement that machining increases the overall quality is a myth. It enhances certain features and may impair others by manipulating or thermal means.
- All holes to be machined to be reliable – Coarse holes and non-critical features are frequently left as-cast; only the precision-holed and threaded are worth the effort.
- Reduces total risk in secondary machining: Sometimes the latter is not true: additional processes introduce such variables as setup error or tool wear.
The identification of these assists teams to capitalize on the nearly net-shape capabilities of zinc instead of letting machining.
Conclusion — Machine Only What Casting Cannot Deliver
Zinc die casting is still considered to be one of the most efficient methods of making complex and highly precise metal components with little post treatments. Its near-net-shape, tight as-cast tolerances, and high quality of reproduction of detail, imply that secondary CNC machining, rather than being part of the rulebook, should be more of an exception. Having made proper consideration of functional requirements, emphasis on important features and identification of appropriate alloy, OEMs can remove unnecessary operations, manage the costs and yet maintain high performance in the ruthless applications.
The ideal is rational engineering: bring to bear what the process is best, and improve only where there is any essential difference between perfection and performance.