In numerous OEM departments, aluminum and zinc die casting is an apparently identical but unrecognized facility and it is commonly defaulted to the option of apparent lower cost per unit, or one that is known to have been used previously on other projects. As a matter of fact, these differing processes are high-pressure die casting processes with varying material behaviors, tooling needs, and performance envelopes. Selecting the incorrect one may result in such problems as out of spec tolerances, porosity to be revealed post machining, low surface quality necessitating remedial finish or field failure due to incompatible mechanical property.
The decision to use aluminum or zinc die casting must match material behavior, tolerance requirements, and finishing expectations to requirements of the application and no longer by the material preference nor short-term unit cost.
Why Process Selection Matters More Than Material Preference
It is not a matter of using aluminum or zinc. but what die casting process is most suitable in terms of functional requirements of the part? Material choice is usually due to custom-natural-like practice- maybe on a previous lightweight structure, aluminum performed well, or zinc operated well on a small hardware part, closing in a sharp outline. However, forcing a mismatch neglects the basic differences in fluidity, solidification, thermal conductivity, and the relationship of each alloy with the die.
Redesigns are prevalent when OEMs focus on the price of units instead of the suitability of the processes. We have encountered applications where a very small and complicated part was to be made of aluminum because it is more economical in terms of material, only to be seen to demand a great deal of secondary machining to impress small features or apparent porosity post-plating. On the other hand, Zinc selected in order to make a big structural bracket became heavy and thermally constrained. In the initial correct choice, the first time is the reduction of risk, developing time, and limiting the overall costs of the lifecycle.
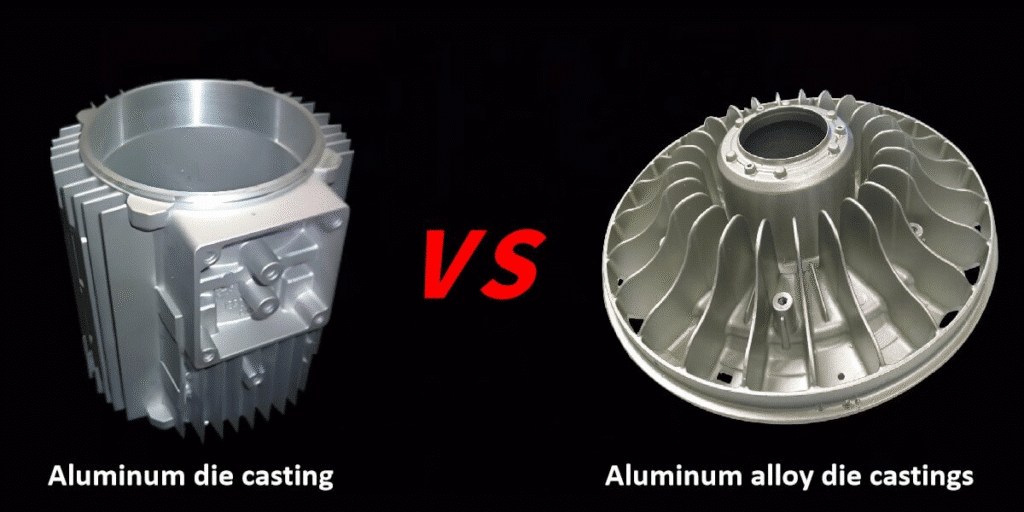
Overview of Aluminum and Zinc Die Casting Processes
Aluminum die cast involves cold chamber process, whereas, zinc involves using the hot chamber, essentially, determining cycle times, tool life, and properties of parts.
High-pressure injection is mixed with molten metal ladened into a separate shot sleeve in cold chamber die casting (standard casts aluminum). This is well applicable to aluminum, which has a higher melting temperature (~660 C) but which has a longer cycle time and generates greater thermal load on dies, which usually limits the tool life to 100,00065 shots per part based on alloy and part complexity.
Hot chamber die casting (zinc) involves the submergence of the injection system in a molten bath of metal at lower temperatures (380-390 0 C). This permits higher frequency-cycles, often 5-10 times faster than cold chamber, and allows tool life to be extended immensely, often over 1 million shots. Zinc fluidity is also higher and more reliable in filling thin features and complex shapes.
Tooling initial costs are identical or comparable, but zinc molds are more enduring and less expensive to maintain, so they become cost-efficient with increased quantities of detailed parts. To explore further on collaboration with established producers, consider working with a die casting manufacturer in China familiar with both processes.
Mechanical Performance and Structural Considerations
Mechanical demands frequently weigh the scales: aluminum is superior where lightweight strength is the order of things, whereas zinc is superior in terms of giving greater impact resistance and life when used in components which are thicker and smaller.
The following is a comparison of major factors on a side by side basis:
| Factor | Aluminum Die Casting | Zinc Die Casting |
| Strength-to-weight ratio | Excellent (high strength with low density ~2.7 g/cm³) | Good absolute strength but lower ratio (density ~6.6 g/cm³) |
| Wall thickness capability | Minimum ~0.8–1.0 mm (with ribs for stiffness) | Minimum ~0.5 mm or thinner, excellent thin-wall performance |
| Thermal performance | Excellent conductivity, best suited in the area of heat dissipation. | Reduced conductivity, superior in ambient use. |
| Structural rigidity | Very stiff-to-weight, heavy load carrying. | Extremely impact tough and ductile. |
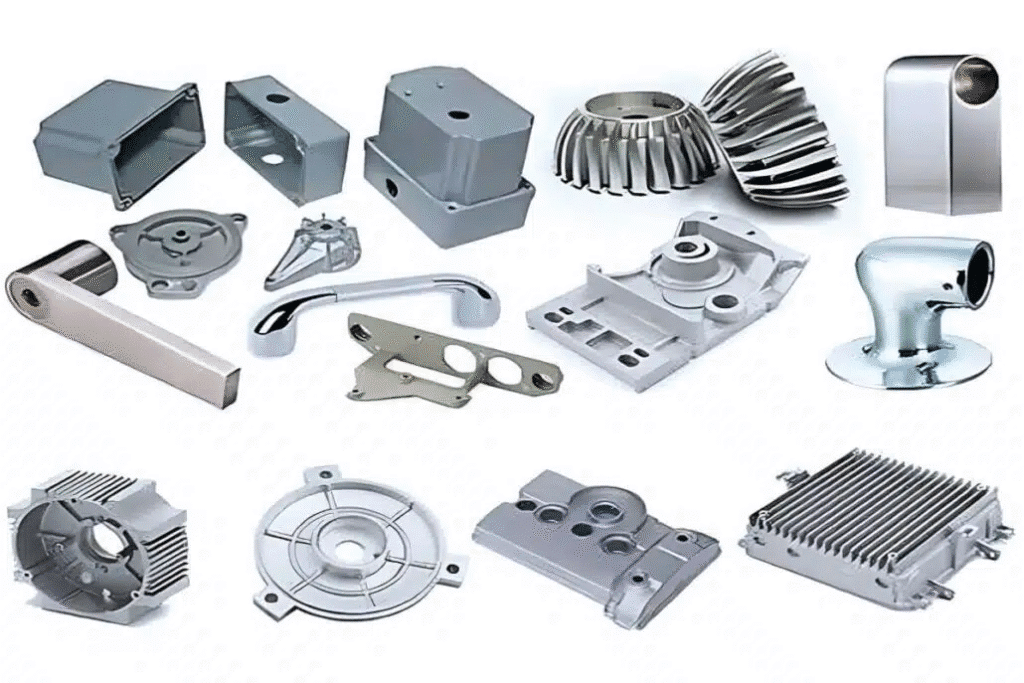
Applications Aluminum die casting is particularly effective as structural components in automotive engine brackets, transmission housings, chassis components and heat sinks where lightening and fuel consumption or heating can be enhanced by weight reduction. Zinc die castings are used in small high maintenance products such as gearbox housing, connectors, ornamental fittings, and precision fittings that must be able to endure often recurring mechanical loads without crack propagation.
Defect Sensitivity and Quality Risk Profiles
The tendencies of aluminum and zinc to the common die casting defects are significantly different, also because of solidification behavior and thermal profiles of the process.
The increased melting point and quicker cooling rate of the cold chamber systems of aluminum raise the chances of shrinkage porosity, gas entrapment, and cold shuts unless gating or venting is well optimized. Such flaws are usually realized after machining under CNC settings in which the surface layers have been removed. Zinc having lower melting point and the capability of the hot chamber to move the material with a susceptibility to less turbulence and compliance with good flowing capacity leads to a lesser rate of defects, particularly the porosity in thin or complicated settings.
The process control is essential to: appropriate die temperature, shot speed and vacuum aid minimise risks. For more on preventing issues in aluminum parts, see our guide to aluminum die casting defects.
Surface Finish Expectations and Aesthetic Requirements
The quality of the surface out of the die is quite different and it relates to the finishing procedures, and the final look.
Zinc alloys have excellent fluidity and high shrinkage make them produce as-cast surfaces that are remarkably smooth (typically Ra 0.83 -3.2 u m, sometimes even finer). This would render zinc the decorative or plated part of choice, either in cosmetic hardware, (perfume caps, consumer electronics housings, etc.) or chrome plating/polishing imparts high-quality looks with little preparation.
Castings made with aluminum will generally exhibit greater relative roughness and will need more shot blasting, polishing or coating to achieve similar smoothness. Aluminum is a good material that accepts anodizing or powder coating, but it seldom compares to zinc in terms of being ready-to-use in high-end decorative finishes.
To find out what we did to guarantee repeatability, check our post on zinc alloy die casting surface finish.
Tolerance Capability and Assembly Implications
Tolerances influence the assembly fit, function and secondary operations either being optional or compulsory.
Zinc typically has as-cast tolerances (±0.025 -0.05 mm during 25 mm length or more, or smaller in small sizes) because it does not shrink (less than 0.6 percent), and because mold replication is very accurate. It works well with assemblies that are precise such as mechanical linkages or enclosures where features need to fit without machining.
Tolerances in aluminum are more loose (0.1-0.5 mm according to size and complexity) due to increased solidification movement and thermal influences in the cold chamber processing. Critical dimensions on functional tolerances can also be CNC followed up.
Nominal tolerances may be good on paper, but the actual assembly performance requires that warpage and repeatability be controlled – zinc typically prevails in the multi-feature complex parts. Explore more in our article on die casting tolerance control.
Role of CNC Machining After Die Casting
In both processes, not all parts are created in net-shape, as secondary machining is still necessary to most features.
Important components such as bores that control precision, thread, flat sealing surfaces, or tight position datums nearly always require post die-cast machining by CNC. The machining of aluminum is typically done in greater amounts to compensate porosity or to bring about final tolerances, which costs and leads time. Less machining volume may be achieved by zinc, whose tolerances of starting and smooth surfaces, but still requiring complex internal features.
The as-cast capability against after-processing is used in balancing the total costs.. Learn why follow-up steps are often non-negotiable in our piece on CNC machining after die casting.
Cost, Lead Time, and Production Volume Trade-Offs
The economic picture is played by total cost of ownership, as opposed to prices of raw material or per-part.
Here’s a decision framework:
| Decision Factor | Aluminum Die Casting | Zinc Die Casting |
| Tooling cost | Moderate to high (shorter tool life) | Moderate (longer tool life offsets) |
| Cycle time | Longer (cold chamber) | Shorter (hot chamber, faster production) |
| Material cost | Lower per volume | Higher per volume (but less material used in thin walls) |
| Ideal production volume | Medium to high (structural/large parts) | Low to very high (small/precision parts) |
Zinc can be a winner on lifecycle cost based on in-depth, high volume production in that it has a faster cycle, longer tools and requires less finishing/machining. Larger components that are heavier require aluminum to be more cost-effective in situations where it is possible to see material savings and reduced shots on tools. Permanently consider total landed cost and quality risks, and lead times.
Conclusion — The Right Process Depends on Application, Not Assumptions
There are definite areas in which aluminum and Zinc die casting excel in each other. Aluminum is more successful in applications of light weight, high thermal conductivity or strained structures; whereas, zinc is more successful in applications that require accuracy, slim walls, shock-free performance, or outstanding cast finishes.The trick here is to use functional requirements such as strength requirements, tolerance tolerance, surface requirements, promoting assembly, and volume requirements to inform the choice as opposed to assumptions or precedent habit. In uncertainty, it is always better to engage the design engineers with distinguished die-casting teams at the earliest to find the least complicated way and subsequent changes can be avoided as costly.