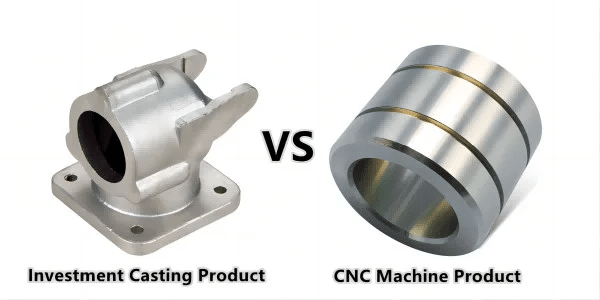
A great number of OEM engineers continue to realize that it is possible to have parts in the form of assembled components straight off the mold due to modern precision die casting. In practice, this assumption leads to frequent delay, re-work and even failure of the field. The reality is quite narrow but fundamental: Since die casting alone is not sufficient, the CNC machining following the die casting is necessary to provide operating tolerances, assembly stability, and reliability in performance.
Die casting is excellent at producing difficult near-net forms fast and cost-effectively, but cannot always provide the tight-positional or perpendicular or surface- finish capability that constitutes the way a part actually functions in an assembly. Function-ready is not near-net shape. Mounting holes, sealing surfaces, datum faces and other important features would not be within acceptable limits without post-machining, and will result in fit complications, leakage or early wear.
We have documented that over ten years in operation in Dongguan, we have repeat usage of integral production lines, in which a part that looks ideal on as-cast basis, do not pass functional examination because of the lack of machining planning as an initial activity. This paper de-composites the reasons why post-die-casting CNC machining is not a compromise and how this is to be done appropriately.
Why Die Casting Alone Cannot Deliver Functional Accuracy
Die casting creates parts that are strong, lightweight with a high repeatability of geometric form but is essentially a molten-metal process with inherent limitations.
The die-casting technique uses the high pressure injection in a mold-cavity. Although current dies and process controllers can show a very good dimensional performance (typically ±0.1-0.3 mm, again, depending on size and alloy), this performance is overall shape, not functional. Functional accuracy requires considerably smaller tolerances – that of 0.01 -0.05 mm perhaps – on features that contact with other components, including shafts, bearings, or gaskets.
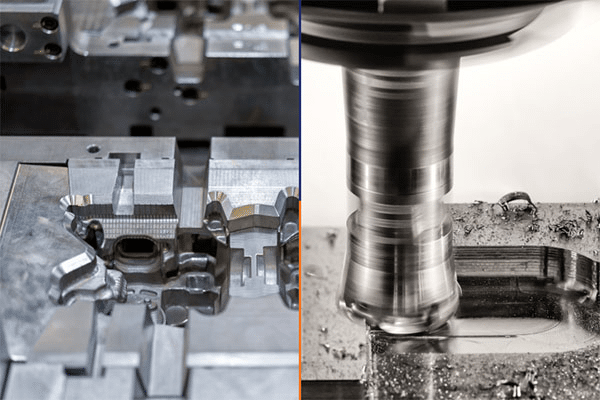
Limitations of as-cast surfaces and as-cast features Typical are:
- Angels on the draft stops straight, perpendicular walls required where bearing seats or dowel pins were.
- Parting-line flash and small-sized porosity that leads to sealing surfaces.
- Variation of natural shrinkage on large sectors which could not be controlled in natural form, to permit the maintenance of true positional tolerance in several features unless secondary operations were performed.
In a word, die casting provides the shape, CNC machining the role.
Integrated Manufacturing Capability Enables Reliable Results
The casting and machining should be designed as a single system and integrated system and at the very initial stage of drawing review.
Sourcing can be fragmented (say die casting in one factory and machining in another) and in this case, misalignment is virtually assured. The supplier of castings can be optimized based on minimum material usage or shortest cycle time and the machining shop must make within his organization to offset excess removable stock, bad datum setup or non-uniform as-cast dimensions. It ends up in increased scrap rates, extended lead time as well as unreliable quality.
Control both processes under one facility can be done by integrated manufacturers, who can:
- Machine the die design with machining allowances that are optimized to the ultimate feature locations.
- Work with as-cast datums that fit perfectly on CNC fixtures.
- Adapt casting parameters on machining feedback.
For a proven example of this integrated approach, see our aluminum and zinc die casting factory.
Common Features That Require CNC Machining After Die Casting
Some of them nearly invariably require post-machining as they cannot be obtained as cast and directly influence the performance of part.
| Feature Type | Why Machining Is Required | Functional Risk if Unmachined |
| Mounting holes | Need precise diameter, position, perpendicularity, and surface finish for fasteners | Misalignment, loose fit, or fastener failure |
| Bearing seats | Require tight diameter tolerance, roundness, and surface finish for smooth rotation | Premature bearing wear, vibration, or seizure |
| Sealing surfaces | Demand flatness and surface finish (Ra ≤0.8 μm) to prevent leakage | Fluid or gas leaks, contamination, or pressure loss |
| Datum faces | Serve as reference planes for assembly; require flatness and positional accuracy | Cumulative tolerance stack-up errors in final assembly |
These characteristics are not cosmetic they determine whether the component will be reliable in its intended application during several thousands or millions of cycles.
Application-Specific Machining Requirements
Due to differences in the end-use environment and performance requirements, machining requirements differ greatly.
In car brackets, such as automotive ones, the mounting holes have to be highly positional tolerant to allow accurate positioning with other components of the chassis. Water ingress/vibration noise Home appliance housings need to be carefully machined so that surfaces and threaded bosses are covered.
To learn more about the implementation of these requirements in the real products, read our guide on aluminum die casting for home appliance housings.
Manufacturer Selection Determines Post-Machining Success
All die-casting suppliers cannot achieve stable post-machining performance.
A large number of small or special foundries specialize in casting only and contract machining, which results in the risks of fragmentation outlined above. An actual integrated partner has internal CNC capability (we have 20+ machining centers) and engineers who are knowledgeable in the two processes. They are also able to model shrinkage, create the best machining allowances and closed loop quality system.
In order to determine whether a supplier is capable of merging the two steps, he/she should consult our working checklist: how to choose a die casting manufacturer in China.
How Material Choice Affects Machining Strategy
The machining of aluminum and zinc alloys is significantly different and this directly affects the selection of the tool, the cycle time and tolerances possible.
Machines made of aluminum (primarily ADC12 or A380) are clean and chip form well, but are gummy unless well cooled. It permits finer tolerances and finer finishes. Zinc (Zamaks) is easier to work with and machining faster, but still-lower melting point has a tendency to gall and wear out the tool unless careful care is followed in feeds and speeds.
During the creation of goods, this knowledge can prevent some surprises. A more comprehensive comparison of aluminum and zinc die casting is available in our article on differences between aluminum and zinc die casting.
CNC Machining and Project Planning Must Be Aligned
The extra work of post-machining should not be included as a corrective action at the last stage of design and quotation.
One of the most frequent causes of the cost overrun and delays is the underestimation of machining requirements. Without taking into account machining stock, fixtures, and tool access of the casting, the casting design will either lead to costly redesigns or tolerance violations.
On the first day, OEMs are expected to give clear functional drawings with datums, tolerance zones, and GD&T specifications. Before taking a major step to prepare to send the drawings to the die, check our guide: what OEM buyers should know before die casting.
Precision Die Casting and CNC Machining Work Together
High-quality precision die casting does not take the place of machining it enhances the efficiency and consistency of machining.
When the parameters of the cast (temperature, the rate of injection, the speed of cooling) are carefully regulated, as-cast sizes are less uncertain. This minimizes the material to be removed in machining, reduces the amount of time to be devoted to a process and minimizes tool wear. Stable casting can also be used with less setups and simplified fixtures, further enhancing repeatability.
To understand how precision casting preconditions further processes, read our article on precision die casting for mass production.
Conclusion — CNC Machining Completes What Die Casting Starts
Die casting is used to form but CNC machining is used to define functionality. Solid production relies on the fact that both are treated as one system and not as distinct stages.Strategic use of casting and machining processes makes the OEMs achieve functional precision, assembly trustworthiness, and consistent execution that one-process methodology merely cannot present. When all the features that count are machined to spec, the end assembly will deliver as engineered- each time.