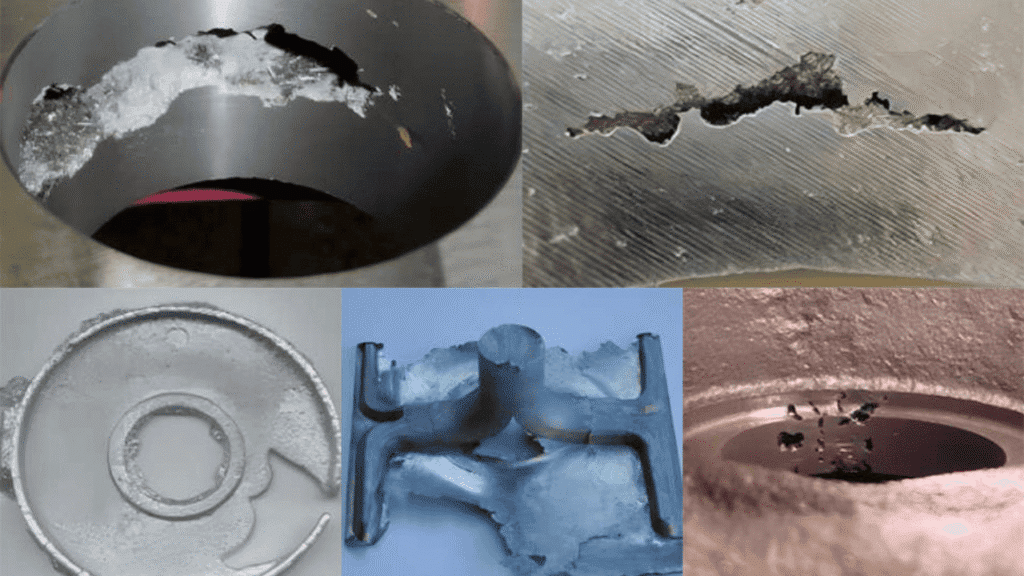
X-ray inspection helps zinc die casting manufacturers to identify internal defects which cannot be detected by visually or dimensional inspection, hence it is an important tool in high-reliability application. During solidification, numerous critical bugs such as gas porosity, shrinkage cavities, cracks and inclusions are created within the part, which are not visible at all.
Only external problems such as flash, cold shuts on the surface, or sink marks that are evident can be understood visually. Dimensional gauging or CMM checks, but does not tell us what is actually going on. However, these internal gaps and discontinuities may negatively affect mechanical strength, fatigue life, pressure containment or long term structural, automotive or medical component durability.
Another misunderstanding that many teams of OEMs have is that defects are very rare in the zinc die casting since the casting can flow freely and harden fast. In practice they are common, particularly in thicker parts, in complicated shape geometries but remain unnoticed unless volumetric NDT such as X-ray are applied. False confidence is developed when reliance is placed on surface and dimensional inspection and downstream risks are revealed.
In cases of suppliers whose quality systems are mature, the addition of X-ray in the process flow can be used to assist in consistent and reliable production. In our zinc alloy die casting capabilities, this kind of advanced inspection helps catch issues early, linking directly back to process stability.
What Are Internal Defects in Zinc Die Casting?
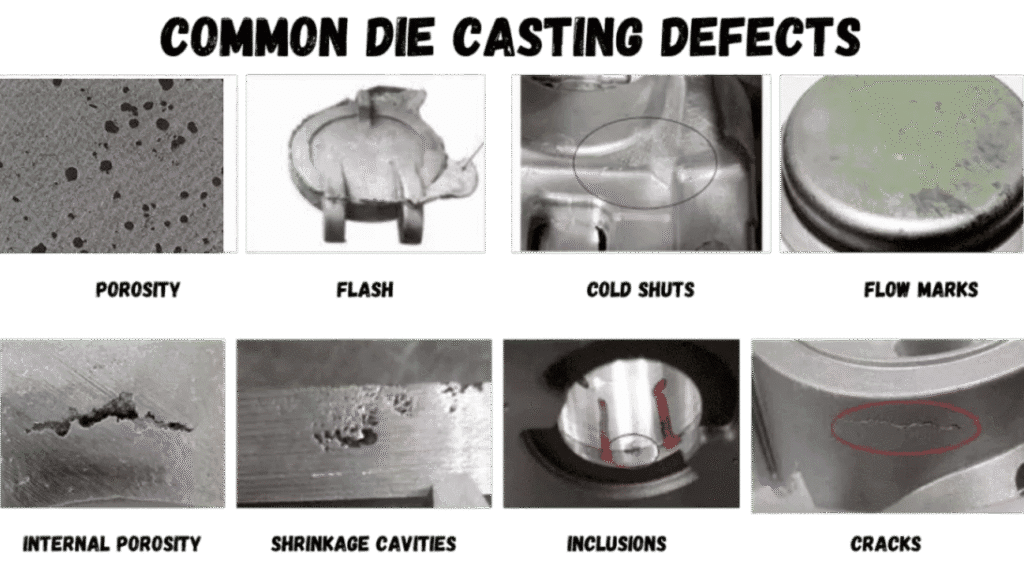
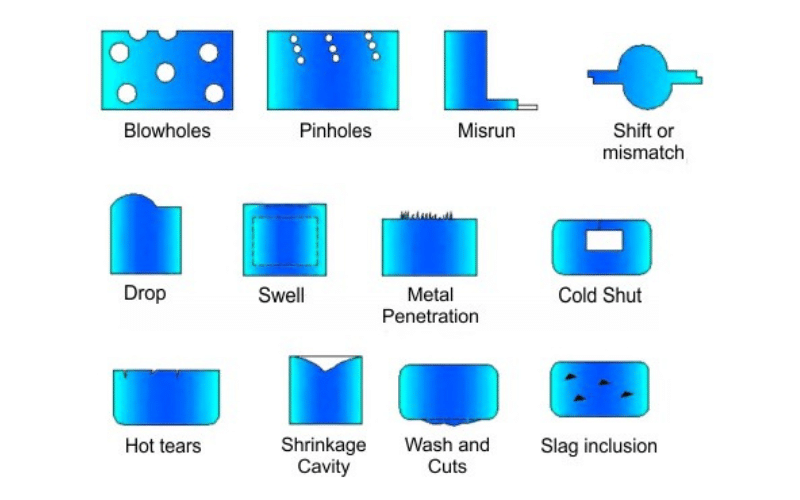
Zinc die castings and internal defects include complete entrapment of gases, solidification shrinkage, and presence of foreign inclusions- and they systemeat part integrity without any external evidence.
Gas Porosity
Rowlder Verbie 2014 Microscopic bubbles composed of dissolved gases (hydrogen of moisture or lubricants) released out of solution upon cooling.
Shrinkage Cavities
Unhomogenous cavities in overall parts that are more solidified shrink back and do not have feed metal to sustain them.
Internal Cracks and Inclusions
Stress concentration micro-cracks or non-metallic particles [oxides, residues of the flux] trapped during injection.
These imperfections do not continue to the surface as zinc will fill fine detail and thin walls on the outside and internal cooling gradient will leave areas deep in the middle due to greater fluidity.
| Internal Defect Type | Typical Cause | Potential Risk |
| Gas Porosity | Entrapped hydrogen from moisture/lubricants | Reduced strength, leak paths in sealed parts |
| Shrinkage Cavities | Insufficient feeding in thick sections | Stress risers leading to fatigue or fracture |
| Internal Cracks | Thermal/mechanical stress during ejection | Catastrophic failure under load |
| Inclusions | Oxides, dross, or flux residues | Weak spots, corrosion initiation sites |
Why Traditional Inspection Methods Cannot Detect Internal Defects
Traditional methods fall short because they are surface-limited or destructive.
The conventional approaches do not work as they are limited to the surface or destructive.
Only porosity or cracks that are located even 12 mm below the surface are visible due to visual observation because light reflects only on the surface. External form and fit Dimensional measurement by calipers, gauges, CMM, etc. without regard to subsurface integrity. Destructive testing (sectioning, tensile pulls) is a method to display internal status of sampled parts, however, it cannot be used on as high volume a production as it is too slow, expensive, and inefficient on high volume material.
Absence of volumetric insight means that OEMs will be happy ending up with batches which appear flawless but harbor faults.
How X-Ray Inspection Works in Zinc Die Casting
Internal defects are seen through X-ray inspection which records an increase or decrease in density during or after production.
Basic Principle of X-Ray Imaging
X-rays are transmitted through the part; solid metal consists of denser material and thus absorbs a higher amount of radiation whilst a void, or a defect of lower density, lets more energy through and has created a contrast on the picture (film or computer detector).
Density Variation Detection
The relatively low density of zinc (approximately 6.6 g/cm 3 ) of the material gives the material good contrast to typical defects such as gas pores (near-zero density) or shrinkage voids, and therefore small defects can be seen.
2D vs 3D (CT) X-Ray
The 2D radiography offers rapid and projection based image with most production screening. Computed Tomography (CT) produces 3D projections of a perfect defect location, size and orientation – more costly and very worthy of valuable parts.
| Inspection Method | Detectable Defects | Typical Use Case |
| 2D Digital Radiography | Porosity, shrinkage, cracks, inclusions | High-volume 100% or sampling inspection |
| Industrial CT | Same + exact 3D location, volume measurement | Critical parts, root-cause analysis, first-article |
Interpreting X-Ray Results in Zinc Die Casting Parts
The interpretation of X-ray images cannot be done solely based on pass/fail regulations, but needs engineering judgment instead.
Tolerable signs may be small, well-spread micro-porosity which is not operative. The unacceptable ones are high clustered pores, linear cracks, or shrinkage of high stress areas. The nature of defects varies by size, location (e. g., threaded, or load-bearing region), and usage requirements the risk-weighted acceptance criterion of defects (e.g. risk-based per ASTM or customer specification) can be superior to zero-defect assumptions.
How X-Ray Inspection Prevents Downstream Quality Failures
X-ray inspection averts failures at downstream as they can detect problems before the secondary operations or the field is utilized.
During plating and coating, porosity or inclusions may lead to loss of adhesion, pitting, and blistering. Unoccupied spaces amplify the chances of breakage when tools meet them during the secondary CNC machining. During assemblies, fractures that go unnoticed can spread due to vibrations or load causing field failures.
Early inspection gives opportunities to adjust the process (e.g. improve degaussing, change the shape of gates) and safeguard the success of the finish. For related insights, see surface finishing for zinc die casting parts, corrosion resistance of zinc die casting, secondary CNC machining for zinc die casting, and custom packaging for zinc die casting parts.
When X-Ray Inspection Is Necessary (and When It Isn’t)
X-ray inspection would be necessary where the functional reliability is more important than cost- it is not necessary to every part.
Structural automotive brackets, pressure-tight housings, medical devices, and other high-risk applications require it to reduce liability. Low-load and decorative hardware in cosmetic application are frequently based on visual/ dimensional checks only. Sampling rates, cost per part, and consequence of failure are the trade-offs.
| Application Type | X-Ray Recommended? | Engineering Rationale |
| Structural/load-bearing | Yes (100% or high sampling) | Prevents fatigue/fracture under stress |
| Pressure-sealing components | Yes | Eliminates leak paths from porosity |
| Decorative/cosmetic | No / low sampling | Surface appearance dominates; internal flaws minor |
| General consumer electronics | Optional | Balance cost vs moderate reliability needs |
X-Ray Inspection in Zinc vs Aluminum Die Casting
The X-ray inspection of zinc and aluminum die casting does not behave in the same manner, based on the material.
Lower melting point and higher fluidity of zinc minimize certain problems of shrinkage, but augment the risk of gas porosity due to lubricants. The increased density of aluminum (~2.7 g/cm 3 versus the 6.6 of zinc) means that small voids are not as well seen, and thus either higher energy X-rays or CT might be needed.
For a broader comparison, see our comparison of zinc and aluminum die casting.
Common OEM Misconceptions About X-Ray Inspection
OEM teams do not always realize or understand the power of X-ray.
X-ray ensures zero defects of the process, as it identifies, but it does not remove; process control does not allow. X-ray substitute process control – It is a verification tool, not a stable parameter also. Every component must undergo X-ray inspection–overkill on low risk part would not be cost-effective.
Conclusion — X-Ray Inspection Enables Risk Visibility, Not Perfection
X-ray inspection is crucial in furnishing needed transparency of what is happening inside when compared to no other non-destructive process required in zinc die casting. When applied in a careful manner, as part of a larger quality system, it helps to make informed decisions, bring changes in the direction of the targeted process improvements, and minimize the risk of downstream/field failures.
The actual worth is in integration: combining X-ray results with upstream modifications based on reducing the defects at the root. This visibility is what makes the potential issue related to the reliability become a controlled and foreseeable results in the case of OEM engineers and quality managers.