Surface finishing has a direct effect on the functional performance, long-term service, and overall cost of a project of parts in zinc die casting. However, too many OEM teams fail to complete the selection process by mostly relying on the appearance of the part in a prototype photograph or image. As a matter of fact, the decisions should be guided by the environment the part is supposed to be in, mechanical tensions as well as government exposures and tolerability of failures in the field- not only physical attractiveness.
Lots of engineers find this out the hard way when corrosion slips under an attractive coating of chrome or parts of paint scrape in assembly. The choice of surface finishing of zinc die casting parts must be within the framework of functional, environmental and design limitations – not merely its appearance.
In companies which combine the mold design, casting, machining or finishing in one roof, the matching of the original post-process is much more dependable. That’s why experienced teams often turn to OEM zinc alloy die casting solutions that cover the full chain and reduce mismatched expectations downstream.
Why Surface Finishing Matters in Zinc Die Casting
The As-cast zinc surfaces are unexpectedly good, relative to most other processes, with the surface being microscopically porous, with small flow lines and parting-line flash that have effects on lower performance.
Even premium zinc castings may not endure rapid corrosion in the presence of moisture or salt, bad wear under sliding occupations or adhesives and paints may not have uniform adhesion in the absence of a good finish. Sealing porosity not only removes it but also provides barrier protection and can often increase service life by very dramatic factors, of the order of magnitude.
Surface Condition After Casting
Zinc die castings generally leave the die, having 0.8 -1.6 µm roughness – rough enough to serve most practical purposes, but seldom able to be cosmetically plated, unless polished.
Functional vs. Aesthetic Impact
A finish which was selected solely as extremely shiny may not last long enough should it not have sufficient under-layers or thickness to the actual service requirements. Industrial grade powder coat on the other hand can be quite utilitarian and can outlast a decorative plate that is a thin coating outside or in an abrasive environment.
| Surface Requirement | Functional Purpose | Typical Application |
| High corrosion resistance | Barrier + sacrificial protection | Automotive under-hood brackets, marine hardware |
| Wear / abrasion resistance | Hard surface layer | Sliding mechanisms, fasteners |
| Electrical conductivity | Low-contact resistance | Connectors, EMI shielding housings |
| Decorative appearance | Brand aesthetics, consumer perception | Cosmetic hardware, lighting bezels |
| Chemical resistance | Resistance to oils, cleaners, solvents | Medical devices, appliance components |
Overview of Common Surface Finishing Options for Zinc Die Casting
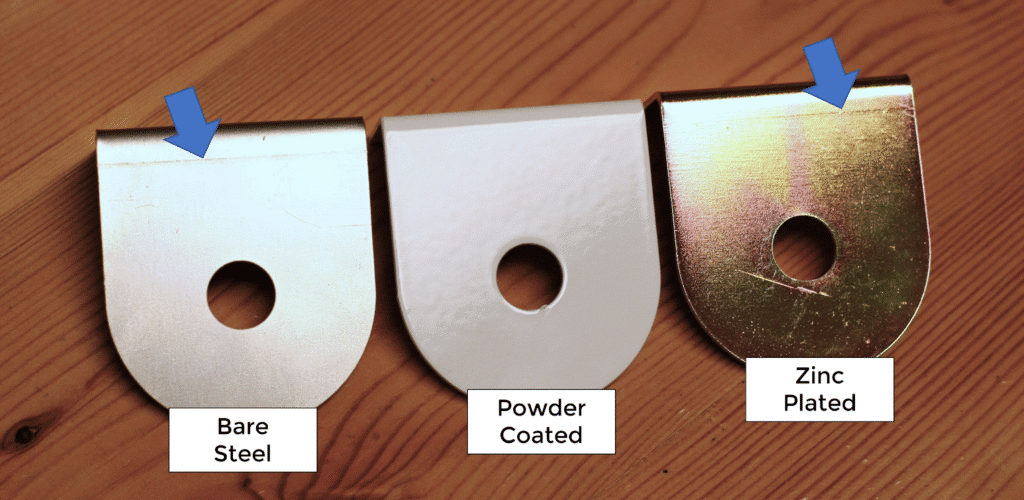
Zinc die casting specification sheets are dominated by three finishes, including electroplating, liquid painting and powder coating. Both have varying degrees of protection, aesthetics, application convenience and price.
Plating works well in situations where there are requirements of a bright metallic appearance and tight and exact layers. Painting has the most extensive color and texture capacity at a moderate price. Powder coating is unique in thick and tough films and resistant to chipping and environmental attack.
| Finishing Method | Primary Benefit | Typical Use Case |
| Plating | Bright metallic appearance + good corrosion resistance | Decorative automotive trim, hardware, fixtures |
| Painting | Unlimited colors/textures + moderate cost | Consumer electronics housings, internal brackets |
| Powder Coating | Thick, durable, chip-resistant layer | Outdoor enclosures, industrial machinery parts |
Plating for Zinc Die Casting Parts
Electroplating is used when the required finish is a high-end mirror finish similar to metallic together with solid corrosion protection.
It is typically begun with a coating of copper strike to seal porosity and enhance adhesion, then nickel (to provide barrier protection and leveling) and lastly chrome (to provide hardness and shine). Nickel-chrome stacks are more popular; pure zinc plating followed by chromate conversion is used where the price is of greater significance than brightness.
Advantages of Plating
- Outstanding reflectivity and apparent quality of visible consumer components.
- Tight tolerances are maintained on the thin layers (usually 530 mmnominal).
- With adequate specification, multi-layer can attain 200-1000 hours salt spray resistance.
Limitations and Cost Considerations
Surface quality is a sensitive area in plating- pitting or blistering in the future can come as a result of any porosity or cold shuts that are present. It also becomes more costly because of various baths, racking work and treating of waste water. In the non-cosmetic components, the finish is seldom justified by its cost other than in cases where conductivity is required or the material forms unique galvanic behavior.
Painting Zinc Die Casting Parts
casting method exclusive to zinc.<|human|>Zinc Die Casting Parts-painting Zinc die casting is a process where the part can be made by using metals in a form of die-casting that is only specific to zinc.
OEMs can do virtually anything in wet painting (spray or dip and bake), including complete choice of color, level of gloss, and texture: matte, wrinkle, hammertone, you name it.
Once it is pretreated (typically converted to chromate or phosphate), it is coated with primer to enhance adhesion, followed by topcoat(s) to allow ink-color and UV protection.
Flexibility and Adhesion Challenges
Painting is bright when the matching of the corporate color is obligatory or when having a soft-touch or an anti-slip film. Adhesion is often dependable on zinc when pre-treated but the thickness of the film is less (typically 25-80 uum) than on powder and hence impact resistance is reduced.
Environmental and Durability Trade-offs
The contemporary low-VOC and waterborne paints have been used to reduce the environmental disparity but still have to manage the solvents. The wear is good enough to be used indoors or in a very mild climatic outdoor environment but may chalk or discolour sooner than powder in severe UV or abrasive environments.
Powder Coating for Zinc Die Casting Parts
Powder coating involves the use of dry, electrostatically charged, particles of resin (polyester, epoxy, or hybrid) and subsequently cured at 180-200o C to create a continuous and fused film.
Mechanism and Thickness Advantages
Good wrap-around occurs as a result of the electrostatic attraction in recesses and, in final thickness is frequently 60150 mm.- 100 times or more thick than most paints. This forms high resistance to chipping, scratching and attacking chemicals.
Limitations on Fine Cosmetic Detail
Powder is very delicate in fine details or edges (is often referred to as orange peel texture), color shifts are slower to manufacture. It is excessive in pure indoor ornamental components but would be perfect in any place that more important is the long-term performance than the looks.
Design Considerations That Affect Surface Finishing Success
The whole completion performance commences with the CAD plan. Even the most successful process can fail because of poor design decisions.
Surface Accessibility
Deep recesses or blind holes restrict the uniform plating and cause powder build up to be uneven. Tight aspect ratios should be avoided.
Edge Geometry and Recesses
Thin-out in plating and powder occurs when plated and powdered on sharp edges, but radii 0.5 mm or more are helpful. Recesses entrap pretreatment chemicals- denote drainage holes or easy rinsing geometry.
Drainage and Masking Considerations
Liquid procedures require well-drained work paths; powder as well as plating usually demands special masking of specific areas, which is more expensive.
For more on avoiding these pitfalls early, see our design guidelines for zinc alloy die casting parts.
How Tooling and Production Planning Affect Finishing Cost and Quality
Tooling is one of the direct determinants of the effortless racking, masking, or handling of parts using finishing lines.
Multi-cavity tools that have good parting-line control minimise the amount of flash to be removed prior to finishing. Maintenance of in-house tools ensures minimal flash reducing prep work.
Batch Size and Production Volume Effects
Low-volume production is more supportive of the painting (change of color quickly); high-volume in favor of specifically customized racks to plate or lines of dedicated powder. The powder coating set-up cost is blown out due to small batches and high frequency color alterations.
Early involvement in in-house tooling for zinc die casting and awareness of cost factors in zinc alloy die casting prevents expensive rework loops.
Application Example — Surface Finishing for Automotive Zinc Parts
Car parts made of zinc are subjected to inhumane combination of needs: exposure to salt-spray, thermal alternation, impacts of stones, and select exposure to cosmetics.
The brackets under-hood are normally powder-coated or e-coated with topcoat of powder-coat to ensure that they are the most chip and corrosion resistant. Protruding trim ( door handles, emblems etc ) tends toward multi-layer nickel- plating to achieve the shiny, opulent appearance that OEMs require.
The most common trade-off is always cost- vs.- risk: a thin decorative chrome may be found to pass first inspection but fail accelerated corrosion tests in case under-layers are skimped.
See more details in our article on automotive zinc die casting parts.
Common OEM Mistakes in Surface Finish Selection
First, we are going to assume that “all finishes are the same in terms of corrosion protection they offer. Thin coating of zinc chromate is a sacrificial coating, which will not be as effective as heavy powder coating in abrasion-intensive applications.
Second, pretending that a higher appearance will result in higher performance. Glossy chrome is a high-end finish that blisters without sealing the porosity properly-it is weak.
Third–and most destructive–to think that finishing can make amble of bad casting. Blisters, pitting, and peeling nearly always lead to underlying defects which cannot be concealed by plating or coating.
Conclusion — The Right Finish Is a Design Decision, Not a Decoration
Finishing on the surface is not an engineering decision, but a decision that has practical implications of product life, warranty coverage, and ownership cost. Begin with the service environment and functional requirements and proceed backward to the process capable of yielding acceptable risk at cost reasonable to bear.
Intimate design, process, and manufacturing liaisons, hopefully with an of whom the entire chain is controlled, makes integration of finishing a late consideration an imminent, scheduled phase.