The purpose of using hot chamber die casting as a method of processing zinc alloys is not due to its convenience, but rather because of the basic handling characteristics of zinc alloyies (e.g., their melting behaviour, fluidity, and interaction with tools) that place hot chamber technology at a major advantage over cold chamber systems.
Most of the OEM engineers that are experienced in working with aluminum would more often than not think that the die cast process can be used with any material. Practically, an attempt to operate zinc by use of a cold chamber setup will result in inefficiencies and increased defects and unnecessary expenditure, as high-melting alloys such as aluminum are pushed to the hot chamber devices resulting in damaged parts such as the gooseneck and nozzle. The correct choice of the process begins with physical properties of the alloy.
To find trustworthy colleagues in this field of expertise, professional zinc die casting services in China often provide the depth of hot chamber expertise needed for consistent results.
What Is Hot Chamber Die Casting?
Hot chamber die casting This method combines the melting furnace and the injection system and means that molten metal is constantly in contact with the submerged parts of the machine.
The gooseneck and plunger are kept in molten zinc (usually at 380 420 C), making it possible to inject the die cavity without any kind of transfer process. It works best with alloys low in melting points such as zinc, tin, and even magnesium alloys that are highly fluid.
Operating Principle and Key Components
Each time, molten metal passes through the gooseneck and through the shot sleeve. Then, the plunger, with great velocity (typically 30100 m/s) drives it into the die. Since no ladling delay is experienced, the cycle times are also kept short and the temperature kept constant.
Typical Materials and Why They Fit
Various zinc alloys mostly (Zamak series, ZA alloys), and a few with lead and tin. These materials do not attack steel with aggressive means at their processing temperatures thus immersion does not create quick paces of corrosion and erosion.
| Feature | Hot Chamber Die Casting | Practical Impact |
| Metal Heating Location | Inside machine (immersed furnace) | Minimal temperature drop between cycles |
| Injection Method | Submerged gooseneck/plunger | Faster fill, less turbulence |
| Cycle Time | 10–40 seconds typical | High-volume production (hundreds to thousands/hour) |
| Tooling Wear | Lower due to moderate temperatures | Die life often 5–10× longer than cold chamber |
| Suitable Alloys | Low melting point (zinc, magnesium variants) | Excellent for thin walls and complex geometry |
What Is Cold Chamber Die Casting?
To avoid corrosion by high temperature and corrosive alloys, cold chamber die casting is done to separate melting and injection.
The molten metal is made in an external furnace, and ladled in a cold shot sleeve. It is forced into the die by a hydraulic plunger. This approach is used with alloys of higher melting point that would eliminate submerged portions of an alloy, in a hot chamber system.
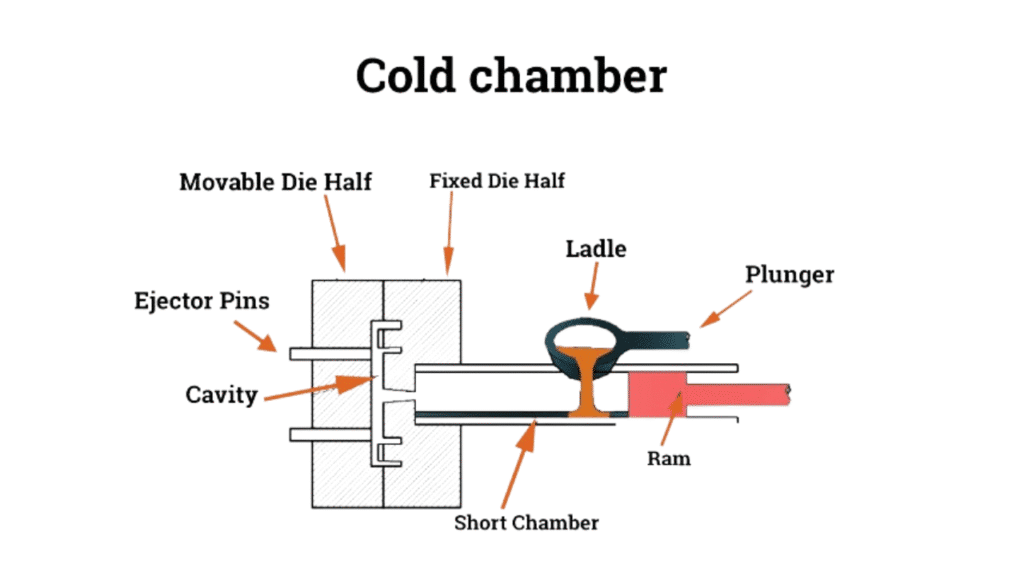
Operating Principle and Key Components
The shot sleeve does not melt until the arrival of the metal. Ladling is used to add variability in the pour temperature, and can entrap air or oxides when not carefully controlled.
Typical Materials and Practical Constraints
Aluminum alloys (A380, A360), magnesium in most instances, copper/brass and more alloys that contain higher constituents of aluminum that have a ZA alloy. These necessitate the segregation to prevent corrosion of steel components by exposure over a long period.
| Feature | Cold Chamber Die Casting | Practical Impact |
| Metal Heating Location | External furnace | Allows high-temperature alloys |
| Injection Method | Ladle → cold shot sleeve | More potential for temperature variation |
| Cycle Time | 30–90 seconds typical | Slower throughput vs hot chamber |
| Tooling Wear | Higher due to thermal shock and abrasion | Shorter die life, more maintenance |
| Suitable Alloys | High melting point (aluminum, some magnesium) | Better for strength-focused structural parts |
Key Differences Between Hot Chamber and Cold Chamber Systems
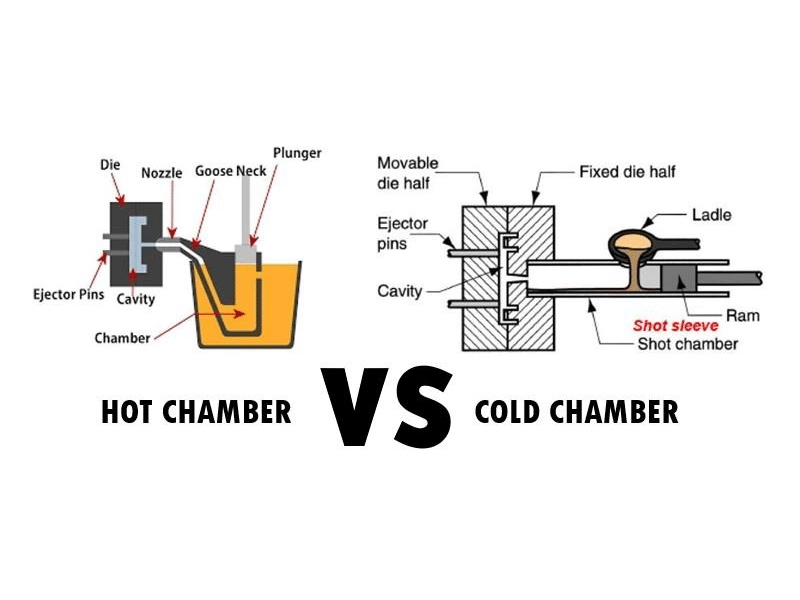
This fundamental difference in the delivery of molten metal to the die, between continuous immersion and discrete transfer, is the source of significant differences in speed, stability, and compatibility of alloys.
Injection Speed and Fill Dynamics
The pre-pressurized metal used in hot chamber generates higher rates of effective fill with lower turbulence; in cold chamber, higher plunger velocities are frequently used to offset lost cooling in transfer.
Temperature Stability and Cycle Consistency
Hot chamber has more thermal control; cold has greater variation due to ladling and sleeve contact.
Tooling Interaction and Longevity
Higher operating temperatures cause lower operating temperatures in hot chamber, such that thermal fatigue on dies, and the higher operating temperatures in cold chamber, such that wear is accelerated by hoter pours.
| Parameter | Hot Chamber | Cold Chamber | Relevance for Zinc |
| Cycle Time | Faster (10–40 s) | Slower (30–90 s) | Enables high-volume zinc production |
| Temperature Control | Excellent (continuous immersion) | Moderate (ladle variability) | Consistent zinc fill and minimal defects |
| Injection Turbulence | Lower | Higher | Better surface finish on zinc parts |
| Die Life | Longer (lower temp/less shock) | Shorter | Cost-effective for zinc’s thin-wall designs |
| Alloy Compatibility | Low-melt (zinc ideal) | High-melt (aluminum typical) | Zinc thrives in hot; struggles in cold |
Why Zinc Alloys Are Ideal for Hot Chamber Technology
The low melting temperature (380420 C) and high fluidity of zinc allow it to be an ideal process candidate of the hot chamber-cold chamber; the latter simply fails to capitalize on these benefits and instead presents disadvantages.
Low Melting Temperature and Energy Efficiency
Zinc melts much lower than aluminum (around 660 ° C), which conserves energy and also it does not limit full immersion of the material since it does not harm equipment used.
Excellent Fluidity for Complex Geometries
Zinc moves into thin areas (as thin as 0.3–0.5 mm walls) and fines with little pressure, and minimizes porosity and flash.
Minimal Reaction with Steel Components
Zinc does not wear off goosenecks or plungers so quickly as the aggressive aluminum in case of constant contact.
Stability During Continuous Immersion
Stable melt state allows preventing channel freezing and enables quick and repeat cycles.
Design Implications of Hot Chamber Zinc Die Casting
The design freedoms that are offered by hot chamber processing are unmatched by cold chamber processing with regards to zinc and give engineers the ability to execute finer tolerances and more complicated details without secondary machining.
Thin-Wall Capability and Weight Reduction
The thin 0.4 mm walls are fillable and tough and reduce the amount of material required and still keep the structure rigid.
Fine Feature Replication and Surface Quality
High fluidity is a good way to capture textures, logos, and small radii with precision which can sometimes remove post-processing.
Design Freedom Enabled by Fast Cycles
The shorter cycles enable more shots per hour which benefits complex multi-cavity tools due to their cost efficiency.
To have practical instructions of how to take advantage of these advantages, see our detailed zinc die casting design guidelines.
Tooling, Lead Time, and Production Efficiency
The higher rate of cycles in hot chamber and softer tooling engagement translates into reduced lead time and scalable production which is important in zinc project where prototype leads to full ramp-up.
Faster Cycle Times Drive Throughput
1-3 shots/minute normal vs. 4-10 of cold chamber aluminum.
Lower Tooling Wear and Maintenance
Dies require much more time; they have a smaller thermal shock; therefore, fewer repairs.
Impact on Production Scalability
In-house options of mold design via finishing maintain timelines slim.
Explore how this plays out in real projects with our article on in-house tooling for zinc die casting.
Cost Structure Differences Between Hot and Cold Chamber Casting
Although tooling costs may be comparable, the economy of small and medium-to-high-volume parts is lower with hot chamber zinc due to speed and durability.
Tooling Cost Differences
Similar initial investment, except that the zinc die last longer before refurbishment.
Operating Cost Implications
Reduced scrap due to improved fill control, lower energy and faster cycles.
Volume Sensitivity
Hot chamber is used with volumes above 10,000-50,000 pieces/year, cold chamber is used with smaller volumes of higher-melt alloys.
Review the full breakdown in cost factors in zinc alloy die casting.
Application Example — Why Automotive Zinc Parts Use Hot Chamber Casting
Suppliers of automotive select hot chamber to use in zinc parts due to its ability to provide the accuracy, reproducibility, and affordability required by safety-critical or cosmetic parts.
Automotive Requirements for Precision and Repeatability
Close tolerances (so close as ±0.02 to 0.05 mm) and similar mechanical properties in batches.
Typical Zinc Automotive Components
Brackets, housings, pedal assemblies, roof rack fittings, interior hardware (mostly thin-walled, with decorative finishes).
Process Reliability Benefits
Constant temperature reduces porosity; high cycle times facilitate JIT supply chains.
In a real-life example, in our article on zinc die casting in automotive applications.
Conclusion — Process Choice Follows Material Behavior
The use of the zinc alloys also determines the use of hot chambers since the alloy has properties that enhance a clear engineering fit such as low melt point, excellent fluidity, and using the material with immersed systems. Cold chamber may be as accustomed to aluminum work, but its application to zinc overlooks these basics and may give worse results in quality, cost, and lead time. The reasoning is simple, associate the process with the behavior of the alloy, rather than custom and but supposition.