Zamak 2, 3, 5, 7 are designed with various performance performance priorities and using them like substitutes is usually accompanied by unavoidable die cast quality and cost problems.
The difference between these grades is not regarded as very much by many OEM engineers, who probably think that it can be some minor adjustments in composition. Practically speaking, additions of copper and minute quantities of trace elements do generate significant modifications in fluidity, strength retention, ductility, creep characteristics, and long-term dimensional stability. The improper selection of a grade may lead to an increase in scrap rates, the premature wear of tools, plating failures, or loads and load failures.
Correct alloy selection becomes especially critical in precision zinc die casting parts manufacturing — where tight tolerances, consistent surface quality, and reliable mechanical performance are non-negotiable.
What Defines the Zamak Alloy Family?
The Zamak family (German: Zink, Aluminium, Magnesium, Kupfer) was invented during the 1920s-1930s as a design of cheap, high-fluidity zinc alloys, which could be used as hot-chamber die castings.
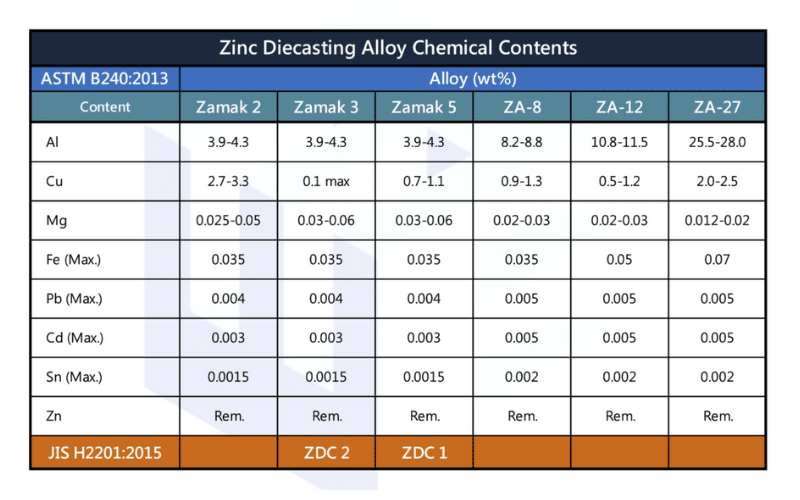
All grades are based on the 9596 percent zinc with 3.843 percent aluminum to make the grades strong and castable and a small quantity of magnesium (0.02-0.06 percent) to deal with the intergranular corrosion. The primary one is copper: it increases tensile strength, hardness, and wear resistance but decreases ductility and may have such aging effects as slight growth or embrittlement.
There are various grades since no single one is the best at all requirements such as strength, fluidity, surface finish, creep resistance, and cost would be balanced to that particular part functionality.
| Zamak Grade | Key Alloying Elements | Primary Design Intent |
| Zamak 2 | Al 3.8–4.3%, Cu 2.7–3.3%, Mg 0.03–0.06% | Highest strength & hardness; wear-focused |
| Zamak 3 | Al 3.8–4.3%, Cu <0.1%, Mg 0.03–0.06% | Best overall balance; general-purpose standard |
| Zamak 5 | Al 3.8–4.3%, Cu 0.7–1.1%, Mg 0.03–0.06% | Improved strength & creep; moderate copper |
| Zamak 7 | Al 3.8–4.3%, Cu <0.01%, Mg 0.005–0.012% | Highest fluidity & ductility; thin-wall & finish |
Mechanical Property Differences Between Zamak 2, 3, 5, and 7
The family of Zamak is very clear in a trade-off between strength and ductility where the more copper has a high tensile and yield strength, the less elongation and impact resistance.
Zamak 2 is the highest producer in as-cast tensile strength (approximately 359 Mpa), hardness (approximately 100 Hb), although its high copper enables observable aging: it does not lose strength but loses ductility. The best balance of most loads (approximately 283 MPa tensile, 10 percent elongation) is Zamak 3. Between them is Zamak 5 (tensile of almost 331 MPa, HB of almost 91), which has lower creep than Zamak 3. Zamak 7 is equivalent in strength to Zamak 3 but with a better ductility(~13%).
Copper is the driver: it creates strengthening phases and encourages the change in the long-term.
| Grade | Tensile Strength (MPa) | Hardness (Brinell) | Ductility (% Elongation) | Typical Use Focus |
| Zamak 2 | ~359 | ~100 | ~7 | High-load, wear-resistant parts |
| Zamak 3 | ~283 | ~82 | ~10 | General structural & aesthetic |
| Zamak 5 | ~331 | ~91 | ~7 | Moderate strength + creep needs |
| Zamak 7 | ~283 | ~80 | ~13 | Ductility & forming critical |
See also: how zinc alloy choice affects die casting quality.
Castability, Surface Finish, and Production Stability
Castability, Surface Finish and Production Stability.
Fluidity and process window are quite different lower magnesium and copper content in Zamak 7 make it the best in thin sections whereas higher copper in Zamak 2 reduces the range of stable parameter.
The fill speed and surface quality with a minimum of defects is good in Zamak 3 and 7. To prevent cold shuts or porosity, Zamak 5 and in particular Zamak 2 are more sensitive to temperature and pressure control. The scrap rates increase significantly in cases of replacements of the Zamak 3 die with Zamak 2 or 5.
| Grade | Castability | Surface Finish | Process Sensitivity |
| Zamak 2 | Good | Good (but aging risk) | High |
| Zamak 3 | Excellent | Excellent | Low |
| Zamak 5 | Good | Very Good | Moderate |
| Zamak 7 | Outstanding | Outstanding | Very Low |
Learn more in our guide to the zinc alloy die casting process explained.
Typical Applications for Each Zamak Grade
Common Uses of each Zamak Grade.
Zamak 3 is superior since it has been shown to be reliable to produce 80-90 per cent without over- or under-engineering.
Zamak 2 is used in uncommon and high-wearing or structural cases (e.g. internal gears). Where moderate extra strength or creep resistance is sufficient to make it worthwhile, one can find Zamak 5 (e.g., small levers). Zamak 7 is selected to use in complex, high-cosmetic, and thin-walled components that require the high flow and post-casting to form the parts.
| Grade | Typical Applications | Reason for Selection |
| Zamak 2 | Gears, bushings, heavy-duty brackets | Superior hardness & wear; accepts aging trade-off |
| Zamak 3 | Automotive hardware, electrical housings, handles | Balanced properties; cost-effective standard |
| Zamak 5 | Levers, linkages, appliance components | Higher strength & creep resistance |
| Zamak 7 | Thin-wall covers, decorative trim, precision parts | Excellent fluidity & ductility for detail |
For threaded or tight-tolerance needs, review zinc alloys for precision components.
Process Compatibility and Dimensional Accuracy
Each of the four grades is operated by hot-chamber machines, and Zamak 7 is the most fluid grade, enabling the thinnest walls and highest repeatability fills with the least flash.
Dimensional stability prefers low coppers (Zamak 3 and 7); greater amounts of copper alloys exhibit slight long term expansion. Die temperature and shot speed are process parameters that influence more in Zamak 2 and 5.
Read: hot chamber die casting for zinc alloys, key parameters affecting zinc die casting quality, and why zinc die casting is more accurate than aluminum.
Zamak Grades and Thin-Wall Design Limitations
Zamak 7 offers the thinnest walls (around 0.4 -0.6 mm at all times) due to the outstanding flow; the Zamak 3 is the next significant.
Heavier (2 and 5) grades of copper needed to be thicker to prevent incomplete fill-up or cold flow lines, strength gains are traded against design freedom.
See our detailed post on thin-wall zinc die casting.
Common OEM Misunderstandings About Zamak Grades
The biggest error we encounter is that we tend to think that Zamak 3 is good in all – the rule, but not in instances where wear, creep, and extremely slender walls take center stage.
Another: believing that more copper is better all the time – this raises start-up strength, but also may damage long-term ductility and adhesion of plating. Lastly, tooling effect is also a factor that should not be ignored – Zamak 2 and 5 have a greater dross and wear rate unless dies are optimized.
Conclusion — Zamak Grade Selection Is an Engineering Decision
Select the Zamak grade on real loads of operation, exposure in the environment, requirements of forming, and production stability – not custom, and marginal variations of specifications.
Excessive specifying (i.e., defaulting to Zamak 5) causes more costs and would cause field failures. Generally, Zamak 3 provides the most reliable and cost efficient performance. Where the demands become challenging, assign the alloy to the priority, which could be strength (Zamak 2/5), fluidity/ductility (Zamak 7), or balanced performance (Zamak 3).